
Каталитическая очистка отходящих газов при производстве акрилонитрила и акриловой кислоты в РФ и мире
CH2=CH-CH3+1,5O2 => CH2=CH-COOH + H2O
CH2=CH-CH3+1,5O2 + NH3=> CH2=CH-CN + 3H2O
На производствах акрилонитрила и акриловой кислоты очень часто применяется технология каталитического дожига. Сложностью является наличие большого числа горючих компонентов, таких как пропан, акролеин, уксусная кислота, СО, пропилен, циановодород, концентрации которых меняются при разных режимах работы производства.
Типовой состав отходящих газов производства акриловой кислоты
№ | Компоненты | Доля, % масс. |
1 | N2 | 75,63-77,24 |
2 | O2 | 4,81-7,10 |
3 | СО | 0,36-0,73 |
4 | СO2 | 1,7-3,98 |
5 | Пропилен | 0,10-0,32 |
6 | Метан | 0,01 |
7 | Этан | 0,01 |
8 | Пропан | 0,06-0,34 |
9 | Н-бутанол | 0,01 |
10 | Формальдегид | 0,24 |
11 | Ацетальдегид | 0,01 |
12 | Акролеин | 0,04-0,34 |
13 | Ацетон | 0,01 |
14 | Толуол | 0,02 |
15 | Вода | 12,58-13,25 |
16 | Уксусная кислота | 0,69-0,77 |
17 | Акриловая кислота | 0,14-0,22 |
18 | Пропионовая кислота | 0,01 |
19 | Фурфурол | 0,01 |
20 | Бензальдегид | 0,01 |
При окислении заданного выше состава экзотермический эффект составляет от 44 ⁰С до 200 ⁰С с общим объемом отходящих газов до 140000 нм3/ч, включая объем на рециркуляцию и разбавление воздухом. Данного экзотермического эффекта достаточно для протекания автотермического процесса, т.е. без использования дополнительного нагрева.
Ниже предоставлена типовая схема технологии каталитической очистки отходящих газов на 70000 нм3/ч от производства акрилонитрила и акриловой кислоты.
Схема каталитической очистки производства акрилонитрила на 70000 нм3/ч
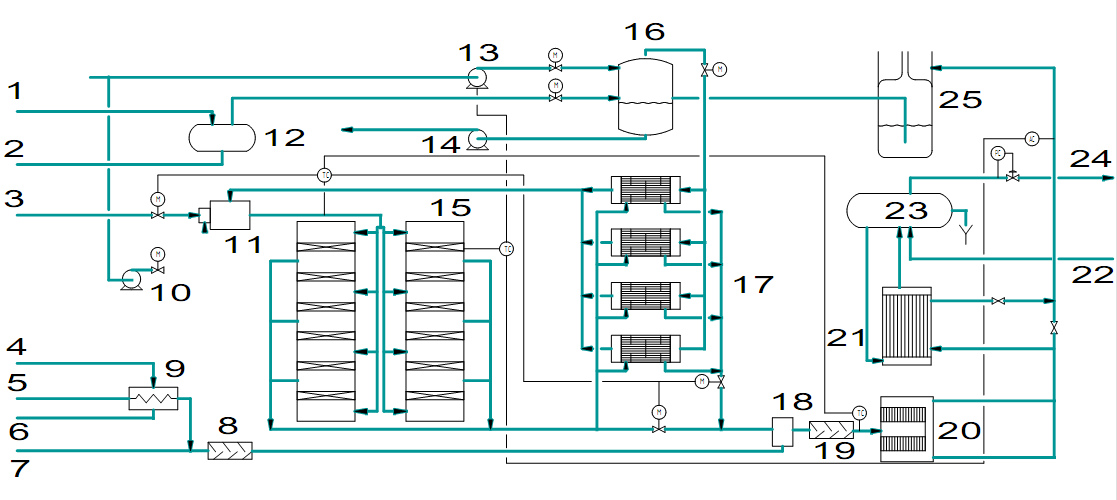
Схема каталитической очистки отходящих газов при производстве акрилонитрила. 1 – газ на очистку, 2 – конденсат, 3 – топливный газ, 4 – пар низкого давления, 5 – аммиак, 6 – конденсат, 7 – воздух, 8 – смеситель NH3/воздух, 9 – испаритель аммиака, 10 – воздуходувка для горелки, 11 – горелка, 12 – сепаратор, 13 – воздуходувка для разбавления, 14 – насос для конденсата, 15 – каталитические реактора, 16 – сепаратор, 17 – теплообменники газ-газ, 18 – дозатор, 19 – смеситель, 20 – реактор для удаления NOx, 21 – генератор пара, 22 – подача воды, 23 – емкость для пара, 24 – насыщенный пар, 25 – очищенный газ.
Основные узлы производства:
- Сепаратор – отделение жидкой фазы (конденсат) от газа на очистку.
- Разбавление воздухом (воздуходувка) – для снижения концентрации горючих и управления температурой.
- Теплообменники газ-газ – предварительный нагрев газа за счёт тепла очищенного газа на выходе из реактора.
- Горелка – используется при пуске или при низкой концентрации примесей.
- Каталитические реакторы – два последовательных реактора с 6 полками каждый (увеличение площади контакта и постадийный температурный контроль). Катализатор – блочный на основе Pt/Pd или оксидов переходных металлов (Cu, Mn).
- Смеситель и дозатор аммиака – для каталитического удаления NOₓ (селективное каталитическое восстановление, СКВ) после основного окисления.
- Реактор удаления NOₓ – доочистка от оксидов азота.
- Котёл-утилизатор – выработка пара высокого давления за счёт тепла очищенного газа.
Особенности катализаторов очистки и режимные параметры
Средний срок эксплуатации катализатора на таких производствах составляет 3 года со средней конверсией примесей более 98%, пропана более 80%. Используются блочные катализаторы на основе благородных металлов и оксидов переходных металлов.
Известны случаи, когда происходило отравление платиновых катализаторов примесями молибдена в газе. В этом случае использовались катализаторы на основе переходных металлов меди, марганца. Компания ООО НПФ ТОПСЕ производит блочные катализаторы на основе меди и марганца и имеет успешный опыт внедрения в РФ.
Мировой опыт применения катализаторов очистки для производств акриловой кислоты и акрилонитрила
Компания | Страна | Производство | Поток, нм³/ч | Запуск | Конверсия |
Oita Chemical | Япония | Акриловая кислота | 20 400 | 2002 | 98% |
Enichem | Италия | Акрилонитрил | 140 000 | 1994 | 98 % |
UCB Chemicals | Бельгия | Акрилонитрил | 2 000 | 1993 | 98 % |
Газпромнефтехим салават | Россия | Акриловая кислота | 140000 | 2015 | >99% |
Сибур-нефтехим | Россия | Акриловая кислота | нет данных |
Все установки работают на Pt/Pd или оксидных блочных катализаторах. Обращает на себя внимание большой диапазон производительности: от 2000 до 140 000 нм³/ч.
Заключение и перспективы
Каталитическая очистка отходящих газов производств акрилонитрила и акриловой кислоты является зрелой и эффективной технологией и используется повсеместно. Благодаря автотермичности, рециркуляции и использованию высокоактивных сотовых катализаторов удаётся достичь конверсии горючих примесей >98 % при сроке службы 3–4 года. Дальнейшие направления развития включают:
- создание катализаторов, устойчивых к отравляющим примесям (Mo, P, As);
- оптимизацию систем впрыска аммиака для одновременного удаления NOₓ и CO;
- применение цифровых систем управления с использованием ИИ температурой по каждой полке/зоне реактора.