
Сотовые катализаторы окисления: от автомобильных нейтрализаторов к промышленной очистке газов
Впервые сотовые катализаторы были использованы в конце 1970-х годов и первоначально изготавливались из асбеста. Современные аналоги состоят из инертного материала с нанесенным пористым слоем, содержащим активные металлы (рис.1).
Наиболее известная область использования таких катализаторов — автомобилестроение, где они служат основой каталитических нейтрализаторов выхлопных газов. Однако их преимущества обусловили активное внедрение и во многие другие отрасли. Сегодня сотовые катализаторы незаменимы в процессах глубокой очистки отходящих газов на нефтехимических, химических, металлургических производствах, в лакокрасочной промышленности, а также на энергетических объектах — угольных и газовых ТЭЦ, в системах очистки выбросов дизельных двигателей и промышленных бойлеров.
Переход от сферических или таблеточных катализаторов к сотовым структурам приносит ряд существенных технологических и экономических выгод.
Преимущества сотовых катализаторов окисления
Во-вторых, конструкция с прямыми каналами обеспечивает крайне низкий перепад давления в реакторе. Это позволяет уменьшать диаметр аппаратов и часто исключать из технологической схемы энергозатратные газодувки.
В-третьих, монолитный блок не подвержен механическому истиранию, что полностью устраняет проблему образования катализаторной пыли, засоряющей оборудование и снижающей эффективность процесса.
Недостатки сотовых катализаторов окисления
Сотовые катализаторы становятся оптимальным, а зачастую и безальтернативным выбором в ряде конкретных условий. Их применение однозначно рекомендуется при содержании пыли в исходном газе более 0,2 мг/нм³. Они идеально подходят для обработки больших объёмов газа (свыше 10 000 нм³/ч) в установках, где общее давление невелико, а низкий перепад давления по слою катализатора является критически важным параметром для стабильности работы всего технологического узла. Оптимальный выбор сотового катализатора дает значение перепада давления в 10-50 раз ниже, чем для сферического катализатора. Поэтому в некоторых случаях в установке можно исключить воздуходувку при использовании сотовых катализаторов.
Задача обеспечения пылестойкости решается также за счёт варьирования конструктивных параметров, прежде всего гидравлического диаметра каналов. Мировая практика предлагает два основных вида сотовых катализаторов: с использованием полых структур на кордиерите и более сложных армированных волокном керамических волнистых структур (рис.2).
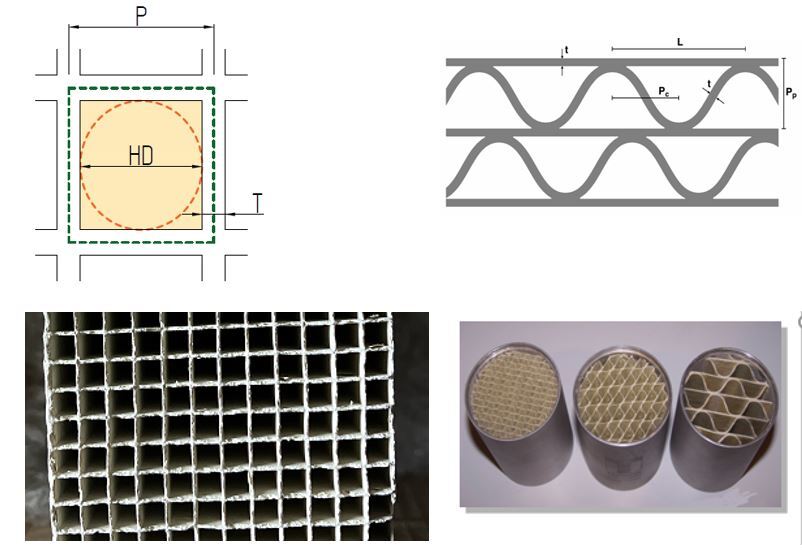
Расчётный гидравлический диаметр Dh, определяемый как отношение учетверённой площади сечения канала S к его смоченному периметру P, прямо коррелирует со стойкостью к пылестойкостью.
Dh = (4*S)/P = a
где a - сторона квадратного канала, S - площадь канала, Р - периметр канала.
Или формулу можно выразить по-другому:
Dh = a = Pitch - tw
где,
Pitch – расстояние между центрами соседних ячеек, мм
a – внутренний размер канала (сторона квадрата)
tw – толщина стенки, мм
Условно стойкость монолитных катализаторов к пыли можно обозначить следующим образом:
Гидравлический диаметр Dh | Содержание пыли, мг/нм3 | Пример использования |
2,6 | Очень маленькое, 5-10 | Турбины, газовые бойлеры |
3,3 | Низкое, 10-25 | Газовые/дизельные бойлеры |
4,6 | Среднее, 25-50 | Дизельные бойлеры |
5,0 | Среднее, 25-50 | Мазутные бойлеры |
5,7 | Высокое, >50 | Угольные ТЭЦ/бойлеры |
6,4 | Высокое, >50 | Угольные ТЭЦ/бойлеры |
9,0 | Высокое, >50 | Угольные ТЭЦ/бойлеры |
Диапазон значений Dh от 2,6 мм (для чистых газов турбин) до 9,0 мм (для высокозольных потоков угольных ТЭЦ, металлургических печей) позволяет инженерам подобрать решение практически для любого уровня запылённости.
Таким образом, сотовые катализаторы окисления, успешно применяемые в мировой практике более 40 лет, представляют собой высокоэффективное инженерное решение для задач очистки газов. Они позволяют кардинально минимизировать перепад давления по слою катализатора, исключить пылеобразование и увеличить пробег установки.
Несмотря на более высокую первоначальную стоимость, в долгосрочной перспективе использование монолитных катализаторов часто оказывается экономически выгоднее за счёт увеличенного срока службы, снижения эксплуатационных расходов на преодоление гидравлического сопротивления и отсутствия затрат на инертные прижимные материалы. Ключом к успеху является комплексный анализ исходных условий — состава газа, уровня запылённости, наличия ядов, требований к давлению — и грамотный подбор типа и геометрии каталитического блока, который сегодня готовы предложить ведущие профильные компании, включая ООО НПФ ТОПСЕ.