
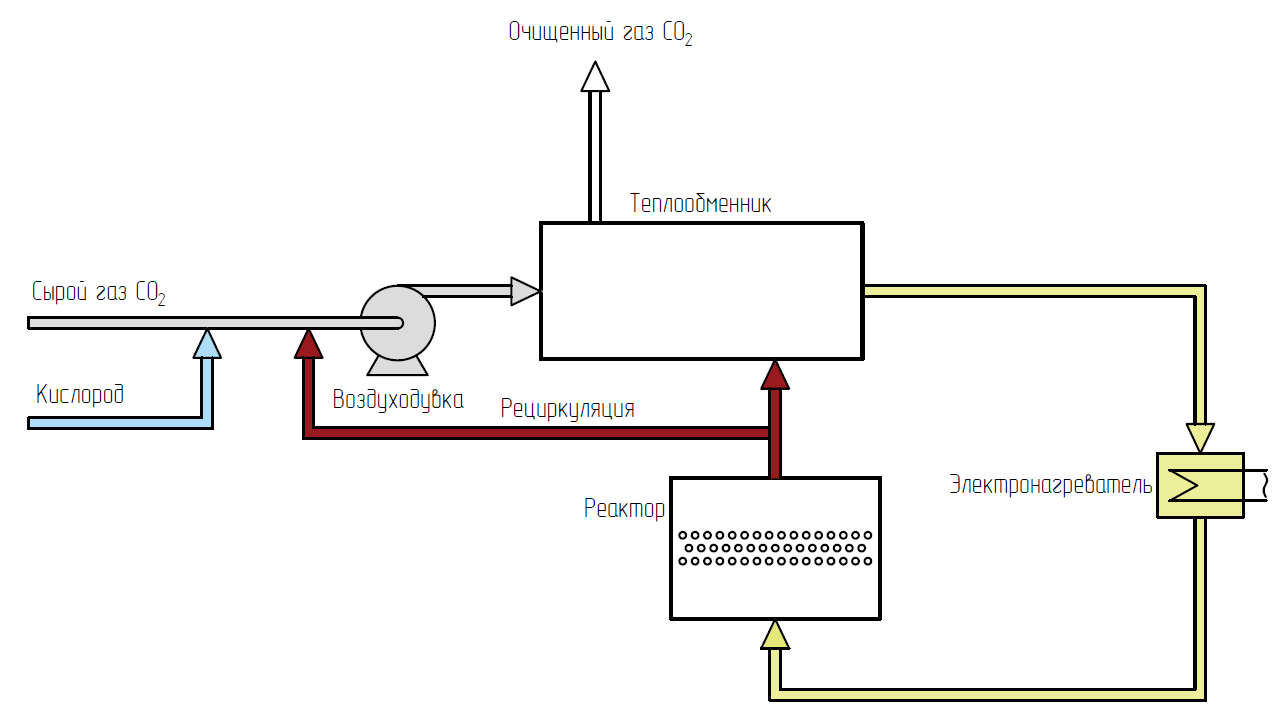
Технология каталитической очистки СО2 газа-сырца для производств карбамида в реакторах высокого давления
Очистка технологического углекислого газа для производства карбамида имеет важное значение для качества конечного продукта. Основными примесями являются водород в количестве 0,1-1,0 масс.%, а также метанол, метан, СО.
Типичный состав газа CO2-сырца для производства карбамида
Типичный состав газа CO2-сырца для производства карбамида
Параметр | Показатель | |
1 | Объем газа, нм3/ч | 20000-55000 |
2 | Температура на входе в реактор, ⁰С | 170-250 |
3 | Рабочее давление, МПа | 1,8-2,4 |
4 | Диаметр реактора, мм | 800-1400 |
5 | Высота слоя катализатора, мм | 500-1300 |
Состав газа: | Концентрация, % масс. | |
6 | CO2, % об. | 88-96 |
7 | O2, % об. | 1-2 |
8 | N2, % об. | 2-5 |
9 | H2O, % об. | 1-6 |
10 | H2, % об. | 0.1-1.0 |
11 | СО, % об. | 0.1-0.3 |
12 | Другие примеси (метан, метанол) | <0.1 |
13 | Пыль, мг/нм3 | <0.1 |
Основными требованиями заказчиков с технологической точки зрения являются низкий перепад давления по слою катализатора, срок службы от 2 лет, устойчивость к соединениям, которые отравляют катализатор, эффективность удаления водорода до уровня 0,05 %масс. на выходе из реактора, стабильность и гарантии работы катализатора.
Требование по перепаду давления у большинства производств составляет от 10 до 40 кПа. Перепад давления по слою зависит от толщины слоя катализатора, температуры процесса, формы катализатора. По мере эксплуатации сферического катализатора происходит его истирание и измельчение, что приводит к постепенному росту перепада давления за счет более плотной укладки. Косвенно оценить риск истирания катализатора можно по значению объемной скорости, которая рассчитывается по формуле:
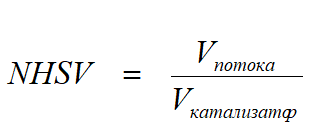
V потока – это расход газа в нм3/ч
V катализатора – это объем загрузки в м3.
Чем больше газа проходит через меньшее количество катализатора, тем выше объемная скорость и тем быстрее он будет истираться, уплотняться и пылить, тем самым увеличивая перепад давления. Перепад давления увеличивает нагрузку на компрессор и сокращает его ресурс работы, а пыль оседает на лопастях и практически не поддается очистке. Более того, пыль забивает теплообменники и выводит их из строя.
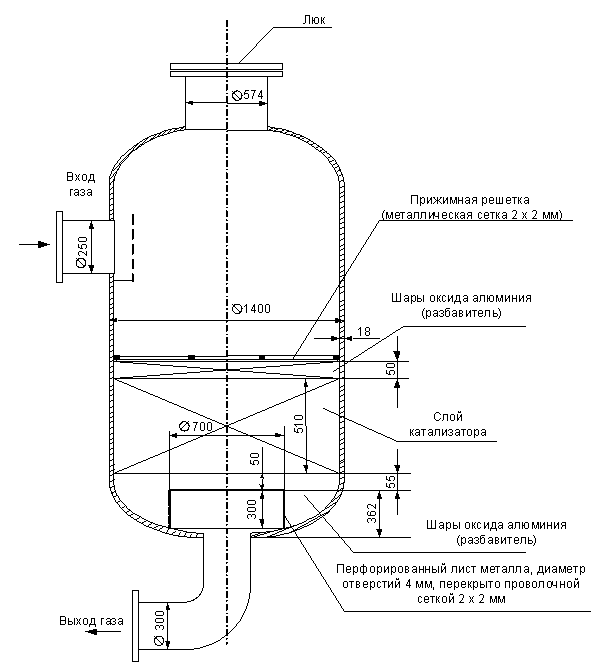
Из мировой практики оптимальной объемной скоростью для сферического катализатора является до 12000 ч-1. При этой скорости гарантируется долговременная работа катализатора без пыления и истирания. При объемных скоростях выше 12000 ч-1 используют прижимные решетки и дополнительные прижимные слои керамических шаров. Это позволяет повысить предел работы сферических катализаторов до 20000 ч-1, а в некоторых случаях и до 30000 ч-1. Из практики наблюдаем, что выше 20000 ч-1 идет постепенное измельчение сферического катализатора в пыль. Это физический процесс и характерен для всех катализаторов, представленных на рынке. Это приводит к росту давления, дополнительной нагрузке на компрессор и всем негативным эффектам, описанным выше. На рис.3 представлен типовой реактор для очистки углекислого газа от примесей.
Поэтому мы наблюдаем, что сферические катализаторы имеют, как правило, срок службы до 2 лет, что и подтверждается на практике. И связано это в большинстве случаев как раз с истиранием и пылением.
Новой тенденцией на рынке является требование заказчиков к увеличению срока службы катализатора до 5 лет и выше для новых агрегатов карбамида. В этом случае возникает дилемма с использованием сферического или таблеточного катализатора.
С одной стороны, для увеличения срока службы нужно увеличить объем катализатора. Увеличение объема ведет к увеличению перепада давления до неприемлемого уровня.
С другой стороны, возможно использование более прочных носителей для катализаторов. В этом случае, увеличивая прочность катализаторов, происходит уменьшение площади активной поверхности и, как следствие, снижение активности катализаторов.
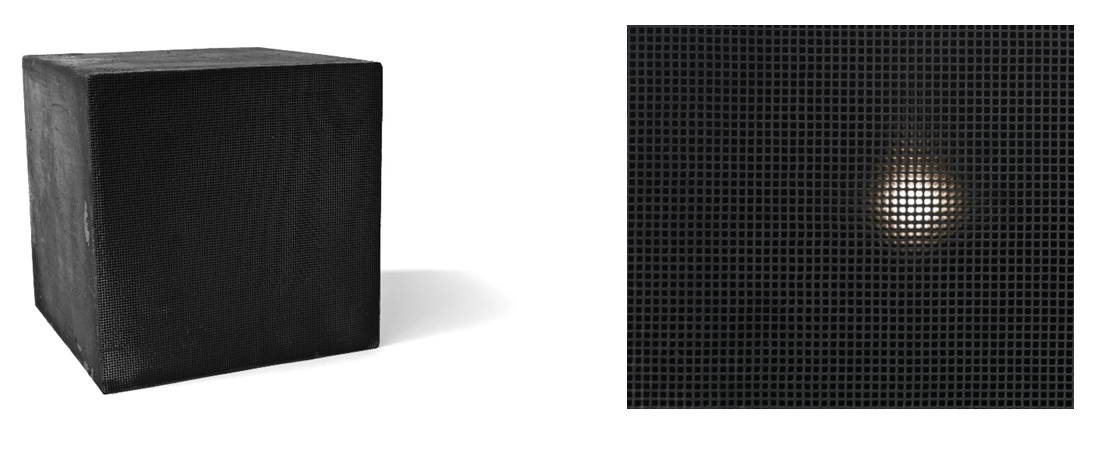
Одним из перспективных решений является использование блочных сотовых катализаторов, которые уже используются в мировой практике более 40 лет.
Особенностью является структурная сквозная пористая поверхность с процентом пористости до 70% (рис.4) и сквозными каналами. Обычно это блоки квадратной формы с ребром 15 см.
Преимущества сотовых катализаторов
Преимущества сотовых катализаторов
Выделим основные преимущества блочных катализаторов в сравнении со сферическими:
- Сотовые катализаторы не подвержены процессам истирания при высоких объемных скоростях (выше 10000 нм³/м3кат/ч). это позволит избежать пылеобразования от насыпного катализатора и оседания пыли на лопастях турбины.
- Срок службы сотового катализатора выше минимум в 2 раза, чем сферического.
- Монолитные катализаторы обладают большей активностью в единице объема, чем насыпные. Поэтому требуется меньший объем и зачастую объем реактора может быть уменьшен.
- Очень высокая пылестойкость. Данный показатель отличается на порядки.
- Очень низкий перепад давления по слою, возможность уменьшения диаметра реактора и исключения газодувки из состава оборудования.
- Легко транспортировать, устанавливать, выгружать.
- Отсутствует необходимость в использовании инертных прижимных материалов.
Недостатки сотовых катализаторов
Недостатки сотовых катализаторов
- Риск проскоков ЛОС без окисления.
- Более сложное производство и высокая стоимость.
- Как правило, требуется более высокая температура на 20-30⁰С на входе в реактор, соответственно, требуются более высокие энергозатраты.
- В случае наличия ядов в составе газа, легче дезактивируется из-за меньшей каталитической массы в объеме.
Анализ сферического и сотового катализаторов
Анализ сферического и сотового катализаторов
Таблица 2. Сравнение сферического и сотового катализаторов
| Сферический или таблеточный катализатор | Блочный | Комментарий |
Требуемый объем | 1 единица | 0,8 единиц | Объем сотового катализатора обычно меньше на 20-25% |
Стоимость за литр | 1 единица | 1,6 единиц | |
Срок службы | 2 | 5 | |
Удельная стоимость катализатора в год | 0.5 единиц | 0.8*1.6/5 = 0.26 единиц | |
Перепад давления | 100% | 10% | Стабильность работы катализатора и оборудования |
Объемная скорость | До 20000 | До 50000 | ч-1 |
Пыль | Истирание | Отсутствие | Повышен ресурс оборудования, например, компрессора |
Необходимость инертного материала | Да | Нет | Стоимость инертного материала составляет до 5-10% от стоимости сферического катализатора |
Таким образом, сотовые катализаторы позволяют полностью избежать истирания катализатора при эксплуатации, а также свести к минимуму перепад давления. Объемные скорости могут доходить до 50000 ч-1 без риска проскоков. Сотовый катализатор был впервые успешно применен на агрегатах по производству карбамида одной из российских компаний в 2021 году.
Сотовые катализаторы есть в производственной линейке компании ООО НПФ ТОПСЕ. Специалисты компании готовы подобрать решение и подготовить предложение, исходя из заполненного вопросника.
Читайте также: