
Деактивация катализаторов окисления ЛОС: механизмы, диагностика и решения для инженерно-технологического персонала
Каждый случай потери активности уникален и определяется триадой «катализатор – состав газа – технологический режим», что часто исключает однозначные решения и требует более глубокого анализа.
Причины дезактивации катализаторов разнообразны и связаны с носителем и активными центрами катализатора. Основные причины дезактивации можно классифицировать на структурные изменения активного компонента и носителя, химическое отравление и физическую блокировку активных центров катализатора.
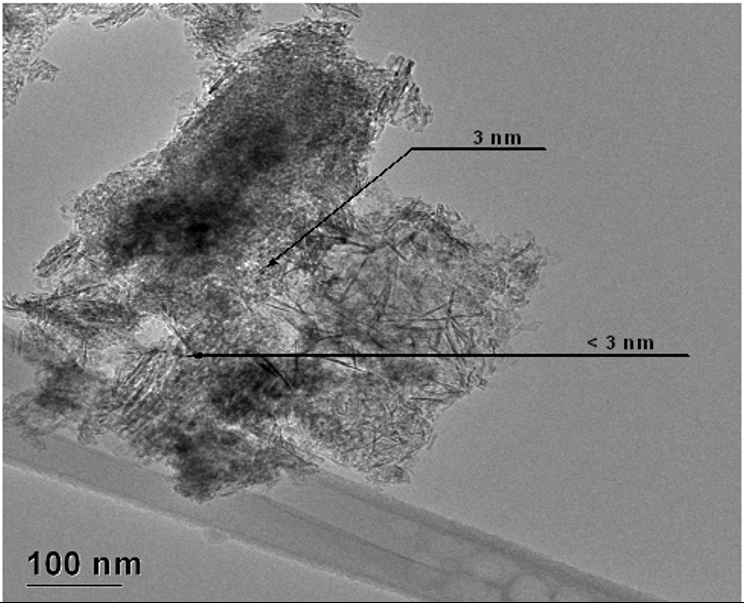
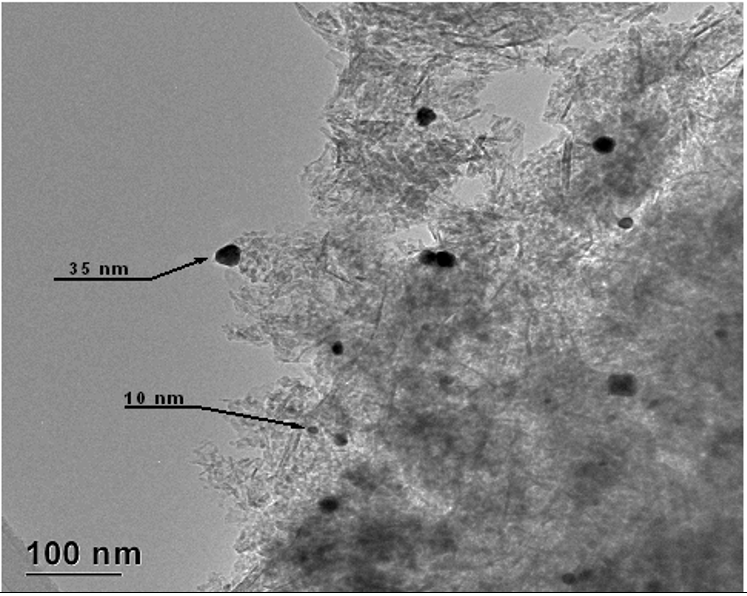
Структурные изменения включают в себя спекание активного компонента при температурах выше 600°C, что приводит к агрегации мелких частиц (например, платины) в крупные конгломераты, что приводит к уменьшению активной поверхности катализатора и соответственно к понижению его активности. На рис.1 представлена фотография свежего катализатора с платиновыми активными центрами и размерами центров до 3 нм. На рис.2 представлен тот же катализатор, перегретый выше 600⁰С. Перегрев был вызван накоплением этиленоксида на поверхности катализатора и его последующим резким окислением. Катализатор потерял 70% своей активности в течение часа, частицы платины увеличились в более чем в 10 раз.
Химическое отравление — специфический процесс, при котором примеси в отходящем газе взаимодействуют с активными центрами, выводя их из каталитического цикла реакции окисления. Различают два механизма: истинное химическое отравление, сопровождающееся образованием прочных химических связей и новых фаз (например, взаимодействие оксида меди с HCl с образованием хлорида меди или сульфатирование оксида алюминия под действием SO2/SO3), и адсорбционное отравление, при котором молекулы яда прочно хемосорбируются на активных центрах.
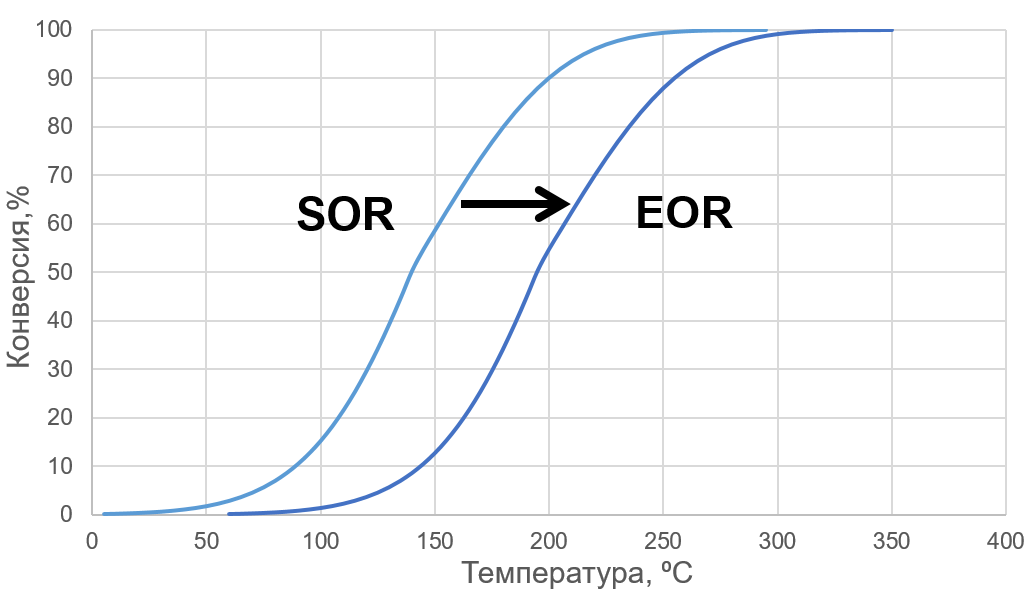
При химическом или адсорбционном отравлении наблюдается рост энергии активации каталитической реакции. Практическим индикатором активного отравления является необходимость систематического повышения температуры на входе в реактор для поддержания заданной степени конверсии. Если температура требует увеличения на несколько градусов Цельсия каждые 1–2 суток — это сигнал о протекании процесса отравления. Для сравнения, естественное старение катализатора окисления в нормальных условиях приводит к подъему температуры примерно на 5°C за три месяца или до 40°C за 2 года эксплуатации. Это «фоновый» темп старения катализатора, который и нужно учитывать при расчете объема. На рис. 3. представлен график естественного старения катализатора окисления. Видим, что по мере эксплуатации, кривая плавно смещаются в область более высоких температур.
Отравление может быть необратимым, обратимым и кумулятивным. При необратимом отравлении активность катализатора резко падает в зависимости от концентрации яда в газе. При обратимом отравлении активность катализатора снижается до определенного уровня, соответствующего концентрации ядовитой примеси. После исключения яда из газовой смеси активность катализатора восстанавливается. Кумулятивное (накапливающее) отравление выражается в прогрессирующей дезактивации катализаторов под действием малых количеств ядов, содержащихся в реагентах. Если яд хорошо поглощается катализатором, то для очистки реакционной смеси от кумулятивно действующего яда перед контактным аппаратом можно устанавливать дополнительное оборудование по сорбции этих ядов.
Еще одним процессом физической блокировки является коксование при окислении, например, непредельных и ароматических углеводородов. Его механизм часто включает стадии адсорбции, дегидрирования, циклизации и полимеризации, конденсации молекул на активных центрах катализатора и носителя. Кокс блокирует поры и активные центры, но, в отличие от химических ядов, его удаление возможно, поскольку углерод термодинамически нестабилен в окислительной атмосфере при повышенных температурах. В этом случае кокс выжигается из катализатора при кратковременном повышении температуры до 400-600⁰С.
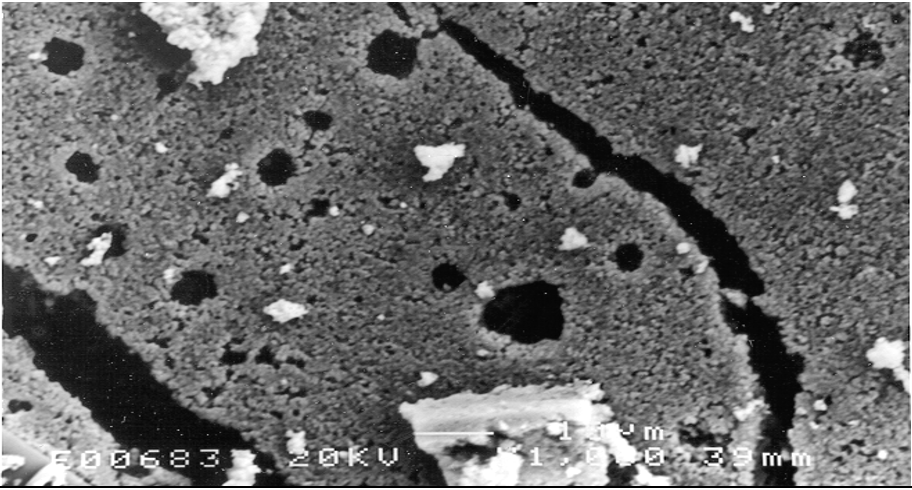
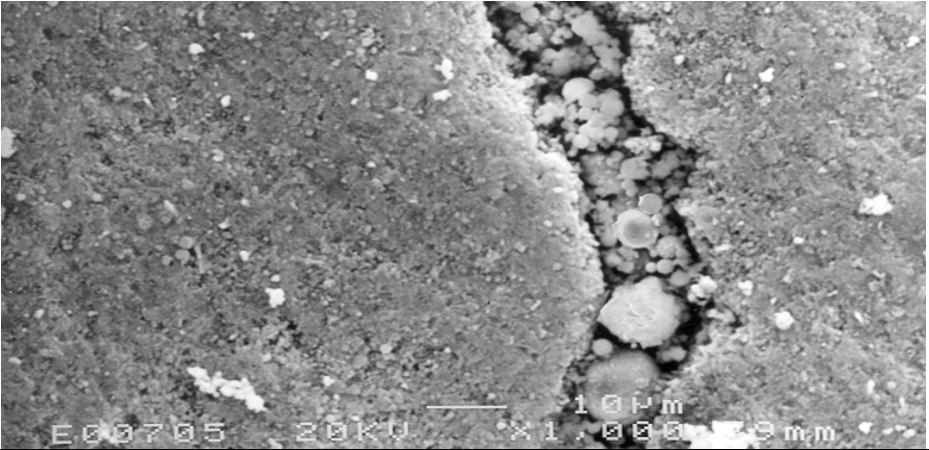
При блокировке, как правило, не изменяется ни энергия активации катализатора, ни его избирательность, поскольку действие блокирующего вещества сводится к «выключению» отдельных участков активной поверхности. На рис.4 и 5 представлены фотографии под микроскопом поверхности свежего катализатора и поверхности катализатора с физической блокировкой пылью.
Регенерация катализаторов — ключевая задача по восстановлению активности, но ее следует рассматривать не как панацею, а как компромисс между восстановлением активности и риском дополнительного повреждения. Для удаления кокса применяется окислительная регенерация выжиганием током воздушно-азотной смеси при тщательно контролируемой температуре 400–600°C. Процесс требует строгого контроля из-за высокой экзотермичности реакции окисления углерода и риска возникновения «горячих точек», ведущих к локальному спеканию. Продувка инертным газом (азотом) может помочь удалить слабоадсорбированные соединения и часть пыли, но она неэффективна против прочносвязанных ядов. Летучие яды иногда удаляются температурной десорбцией, однако здесь важно не превысить температуру стабильности самого катализатора. Химическая регенерация, связанная с переводом яда в летучую форму специальными реагентами (например, обработка хлоридами для удаления отложений кремния), применяется реже из-за сложности, стоимости и риска вторичного загрязнения катализатора или коррозии аппаратуры.
В таблице 1 суммирован анализ причин дезактивации катализатор окисления с возможными решениями.
Таблица 1. Анализа причин дезактивации катализаторов окисления ЛОС
Группа причин дезактивации | Конкретный механизм / Причина | Внешние признаки / Индикаторы | Факторы, ускоряющие процесс | Возможность регенерации / Методы восстановления | Превентивные меры |
I. Хим. отравление (блокировка активных центров) | 1. Истинное отравление: Прочное хемосорбционное связывание или химическая реакция примеси с активным центром с образованием неактивного соединения | Основной признак: Стабильное повышение температуры зажигания для поддержания конверсии. Рост на несколько °C каждые 1-2 дня. | Высокая концентрация яда, повышенная температура (ускоряет хемосорбцию/реакцию) | В большинстве случаев НЕОБРАТИМО. Замена катализатора. Для некоторых обратимых ядов – длительная продувка инертным газом при высокой температуре | 1.Предварительная очистка сырья через скрубберы, адсорберы перед реактором 2. Выбор катализатора, толерантного к ожидаемым примесям. 3. Регулярный мониторинг состава газа. |
2. Обратимое адсорбционное отравление: Обратимая адсорбция молекул яда на активных центрах. | Снижение активности, стабилизирующееся при постоянной концентрации яда. Активность может частично вернуться после удаления яда из потока. | Высокая концентрация яда, низкая температура. | ОБРАТИМО. Удаление яда из потока, продувка инертным газом, повышение температуры (термодесорбция). | Строгий контроль за содержанием специфических соединений | |
II. Термическая деградация и спекание | 3. Спекание (агломерация) активного компонента: Слияние наночастиц активных центров катализатора в крупные агрегаты с уменьшением удельной поверхности. | Постепенная, необратимая потеря активности. Повышение температуры для поддержания конверсии. Подтверждается физическими методами анализа (рентгенография, электронная микроскопия). | Главный фактор: Температура выше допустимого предела (>600°C). Ускоряют: Наличие паров воды, некоторых примесей, локальные экзотермические "перегревы". | НЕОБРАТИМО. Восстановление дисперсности в промышленных условиях невозможно. Требуется замена. | 1. Контроль температуры в реакторе 2. Использование термостабильных носителей и промоторов, препятствующих миграции частиц. |
| 4. Разрушение носителя: Фазовые переходы, рекристаллизация, истирание, ведущие к резкому падению площади поверхности и разрушению пор. | Рост механического давления в слое, пылеобразование, падение активности. | Высокая температура, особенно в присутствии паров воды. | НЕОБРАТИМО. Замена катализатора. | Выбор стабильного носителя под конкретные условия. |
III. Механическая блокировка (маскировка) поверхности | 5. Коксование (зауглероживание): Осаждение на поверхности высокомолекулярных углеродистых отложений | Признак: Постепенное падение активности, рост перепада давления в реакторе из-за закупорки пор. | Высокие концентрации реакционноспособных УВ, локальный недостаток окислителя, повышенная температура. | ОБРАТИМО. Основной метод: Контролируемое окислительное выжигание при 400-600°C. Важно: Контроль экзотермичности во избежание перегрева и спекания. | 1. Оптимизация соотношения УВ/кислород. 2. Поддержание равномерной температуры в слое. 3. Использование более активных катализаторов |
6. Запыление / Осаждение неорганических частиц: Механическое осаждение пыли из газа. | Быстрый рост перепада давления на входе в слой. Падение активности катализатора. | Высокая запыленность газа, липкие или смолистые компоненты в потоке. | ЧАСТИЧНО ОБРАТИМО. Продувка обратным током, вибрационная очистка, промывка (если позволяет конструкция). Спеченные отложения удалить практически невозможно. | Установка эффективных механических фильтров (рукавных, картриджных) на входе в каталитический реактор. | |
IV. Химическая коррозия/трансформация носителя | 7. Химическое взаимодействие носителя с компонентами газа: Например, сульфатирование или фосфатирование оксида алюминия, взаимодействие с галогенами. | Потеря механической прочности катализатора (рассыпание), изменение кислотно-основных свойств, падение активности катализатора | Высокие концентрации агрессивных компонентов (SOx, P, галогенов), повышенная температура. | НЕОБРАТИМО. Замена катализатора. В редких случаях – химическая промывка. | 1. Выбор химически стойкого носителя (напр., TiO2, , SiO2 вместо Al2O3 в агрессивных средах). 2. Предварительное удаление агрессивных примесей. |
V. Потеря активного компонента | 8. Унос (испарение) активного компонента: Образование летучих соединений активного металла (напр., карбонилов, оксидов) в условиях реакции. | Постепенное, необратимое падение активности по всему объему слоя. Может быть подтверждено химическим анализом. | Определенные температуры и составы газовой среды (напр., восстановительная атмосфера для Pt, Pd), способствующие летучести. | НЕОБРАТИМО. Замена катализатора. | Подбор активного компонента и условий процесса, исключающих образование летучих соединений. |
Таким образом, эффективное управление работой каталитического реактора окисления ЛОС требует комплексного подхода: тщательного предварительного анализа состава сырья и проектирования системы очистки, мониторинга рабочих параметров (прежде всего, динамики температуры) для ранней диагностики дезактивации, выбора катализатора с оптимальной устойчивостью к предполагаемому спектру примесей и наличия отработанного протокола регенерации для обратимых видов дезактивации. Философия подхода заключается в признании того, что дезактивация неизбежна, но ее темп и экономические последствия полностью управляемы через комплекс инженерных и технологических решений.