
Выбор типа реактора для каталитического окисления ЛОС в отходящих газах
На практике состав и расход газов на очистку часто меняются в зависимости от режимов работы основного технологического оборудования, объединения нескольких потоков от разных узлов, залповых выбросов, частых остановов, изменения сырья в основном процессе. Разные режимы эксплуатации и составы отходящих газов необходимо учитывать в подборе катализатора и расчетах объема, а также при проектировании для обеспечения стабильности процесса. Другими словами, стабильность работы каталитической установки позволяет сгладить температурные скачки, вызванные изменениями концентраций и расходов окисляемых соединений ЛОС, а также достичь оптимальной без перегрузок эксплуатацию катализатора.
- Кинетические и термодинамические параметры (состав газа, концентрация ЛОС и ядов, температура, давление);
- Режимные и гидродинамические факторы (расход газа, его равномерность подачи, наличие остановов основного производства, циклов охлаждений/нагревов установки, допустимое гидравлическое сопротивление по слою катализатора, тип катализатора);
- Эксплуатационные и экономические ограничения (габариты площадки, доступные материалы, необходимость утилизации тепла). Неправильный учет даже одного из этих факторов может привести к неэффективной работе установки, преждевременному деактивированию катализатора или даже к повреждению аппарата. Например, недооценка термических напряжений при высоких концентрациях ЛОС грозит разрушением корпуса, а игнорирование лимита по перепаду давления по слою катализатора — неравномерной очисткой и "проскоками" загрязняющих веществ.
Кинетические и термодинамические параметры
На протекание каталитического процесса окисления влияет давление в реакторе. Более высокое давление в несколько атмосфер на входе в реактор способствует более быстрому окислению горючих компонентов. Это в некоторых случаях позволяет снизить объем используемого катализатора и уменьшить размеры реактора.
Если отходящие газы имеют низкое давление, то этот фактор может стать лимитирующим при разработке конструкции реактора. Кроме того, в данном случае может потребоваться установка дополнительного тяго-дутьевого оборудования. Дополнительное тяго-дутьевое оборудование увеличивает расход газа, что приводит к увеличению габаритных размеров реактора. Также расход газа увеличивается при наличии рециклинга части газа после реактора.
Основные факторы, влияющие на размеры реактора – это тип, объем катализатора и количество полок катализатора. Количество катализатора определяется исходя из состава ЛОС, ядов и их концентраций. Чем выше концентрации ЛОС и ядов в исходном газе, тем выше требуемый объем катализатора. Наличие пиковых концентраций ЛОС без увеличения расхода также приводит к увеличению необходимого количества катализатора. В некоторых технологических процессах образующиеся отходящие газы, например, газы от турбин, являются высокотемпературными и могут направляться непосредственно в реактор каталитической очистки без дополнительного нагрева. Изначально высокая температура газов позволяет снизить количество катализатора и уменьшить размеры реактора. Температура эксплуатации выше 500⁰С накладывают требование в использовании нержавеющих материалов для конструкции реактора.
Общая рекомендация состоит в использовании углеродистой стали (например, St37, 12X18H10T, 09Г2С) до рабочей температуры 450⁰С, свыше 450⁰С – нержавеющая сталь (например, SS 304, 316, 323 и др.).
Режимные и гидродинамические факторы
Как правило, чем выше расход выброса, тем больше габаритные размеры реактора. Это связано, прежде всего, с увеличением количества катализатора, необходимого для очистки. Для расчета размеров реактора, необходимо выполнение условий по значению перепада давления по слою катализатора и линейной скорости газа в реакторе. Выполнение данных условий при заданном количестве катализатора приводит, как правило, к снижению высоты слоя и соответственно увеличению ширины реактора. Ширину реактора можно снизить за счет использования монолитных сотовых катализаторов.
Помимо этого, необходимо учитывать другие особенности режимов основного производственного процесса – источника выбросов – это приводит к увеличению объема катализатора:
- изменение и колебание расхода выброса во времени
- осуществление основного процесса с остановками, циклами нагрева/охлаждения
Эксплуатационные и экономические ограничения
Помимо вышеописанных факторов, влияющих на размеры реактора, следует учитывать также конкретные особенности предприятия:
- местоположение установки
- наличие свободных производственных площадей
- наличие источника тепла
- возможность использования остаточного тепла
Большое число факторов, влияющих на процесс каталитической очистки, определили и многообразие предлагаемых вариантов конструкции реакторов. Различают реактора вертикальные и горизонтальные, цилиндрические и прямоугольные.
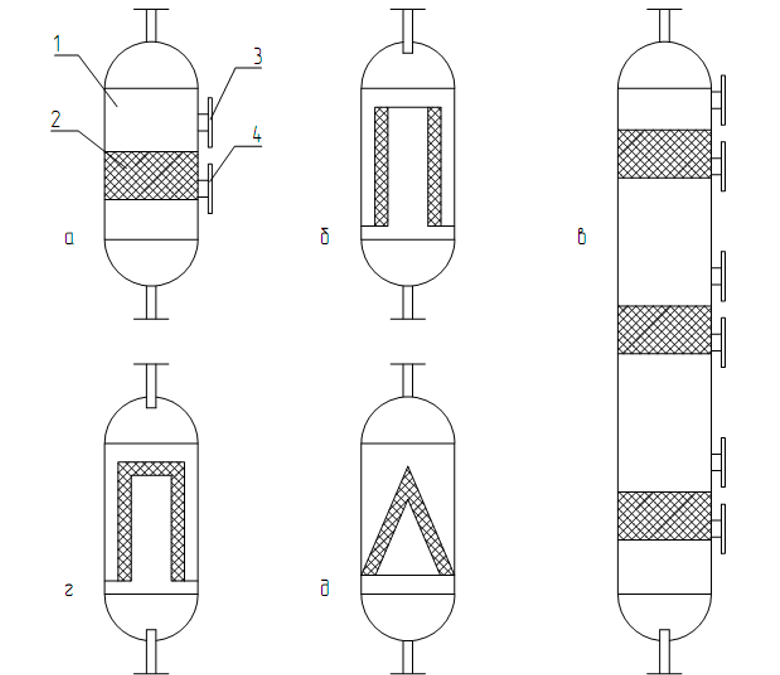
однополочная (а), цилиндрическая (б), многополочная (в), стаканоподобная (г), коническая (д): 1 - корпус реактора; 2 - слой катализатора; 3 - люк загрузки катализатора; 4 - люк выгрузки катализатора.
Реакторы с радиальным потоком (рис. 1, б) занимают очень мало места на площадке, что является большим преимуществом. Однако тепловые перемещения, возникающие при нагреве и охлаждении реактора, могут его повредить.
При нагреве внешняя корзина расширяется сильнее, чем внутренняя, а катализатор расширяется очень мало. В результате катализатор просыпается в образовавшееся свободное пространство, что в итоге приводит к разрушению катализатора или корзины. Обычно в период технического обслуживания в реактор досыпают немного катализатора, после чего установку снова запускают.
Прямоугольные реакторы используются во многих случаях и являются преимущественным выбором для монолитных сотовых катализаторов. Реактора имеют те же преимущества и недостатки, что и горизонтальные цилиндрические реакторы, описанные выше.
Вертикальные цилиндрические реакторы являются предпочтительным типом при возникновении высоких перепадов температур. Этот тип хорошо подходит для больших мощностей, так как слои катализатора можно размещать один над другим, обеспечивая, чтобы в одних слоях поток был нисходящим, а в других — восходящим.
Окончательный выбор реактора и способ расположения катализатора зависит от выполнения требования по значению гидравлического сопротивления слоя катализатора. Это в свою очередь влияет на толщину слоя катализатора. При расчетах перепада давления важно принимать во внимание минимальную толщину сферического катализатора в 200 мм.
Например, для очистки 4000 нм3/ч отходящего газа при его объемном расходе 1000 ч-1 потребность в катализаторе составляет 4 м3. В этом случае при толщине слоя катализатора 0,2 м диаметр слоя составит 5 м при разработке однослойного полочного реактора (рис. 1а) или 2,2 м – пятислойного (рис. 1в). С увеличением толщины слоя катализатора до 0,4 м диаметр реактора составит 3,6 м и 1,6 м соответственно для однополочной и пятиполочной конструкции, однако потери напора в слое катализатора возрастут в 5-7 раз и могут лимитировать процесс.
Независимо от того, какой тип реактора выбран, следует уделить внимание правильному расчету входных и выходных патрубков для обеспечения хорошего распределения потока в катализаторе. Обычно считается, что если перепад давления через слой катализатора более чем в 10 раз превышает максимальный перепад давления над (или под) слоем, то распределение потока будет удовлетворительным. То есть, достаточное количество газа будет проходить через самый удаленный угол реактора.
Кроме того, следует избегать попадания прямой струи газа на поверхность катализатора, так как это может привести к перемещению частиц катализатора в реакторе. Если компоновка установки требует, чтобы входной патрубок был направлен прямо на поверхность катализатора, необходимо установить соответствующую перфорированную пластину для отклонения потока газа. Одной только мелкой сетки поверх катализатора недостаточно для решения этой проблемы.
Следует отметить, что на практике чаще всего используются реактора классической конструкции (рис. 1, а) с одним слоем катализатора, расположенным горизонтально на решетке и подачей газа сверху-вниз. Для снижения гидравлического сопротивления используют разделение потока газа и подачу в один реактор на разные слои катализатора. Это позволяет добиться оптимального решения по конструкции реактора и гидравлического сопротивления (рис. 2).
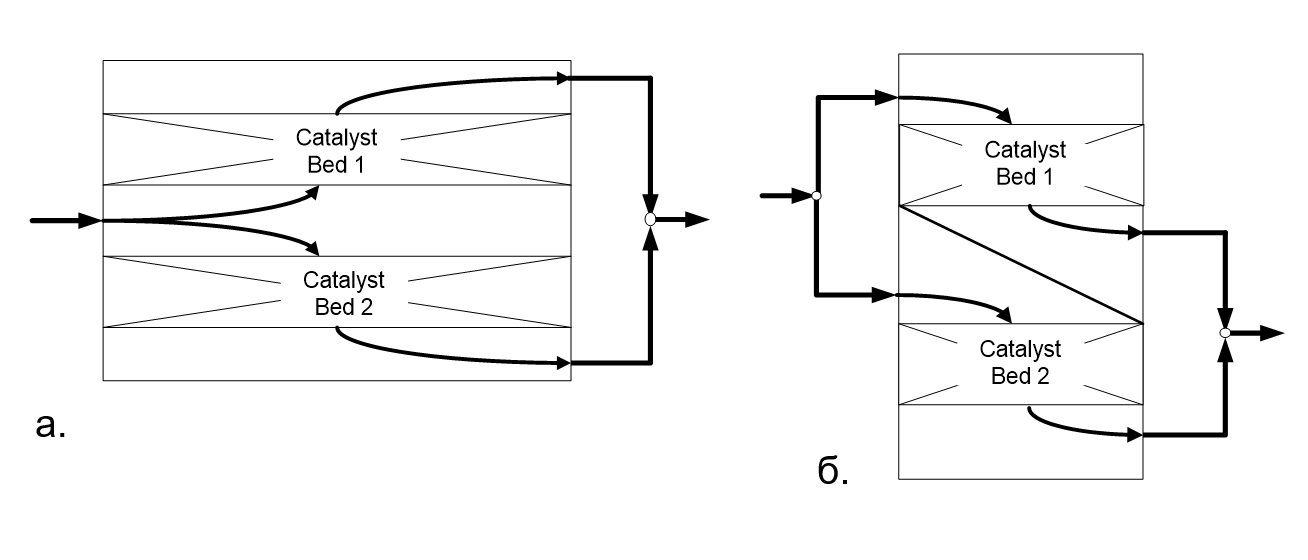
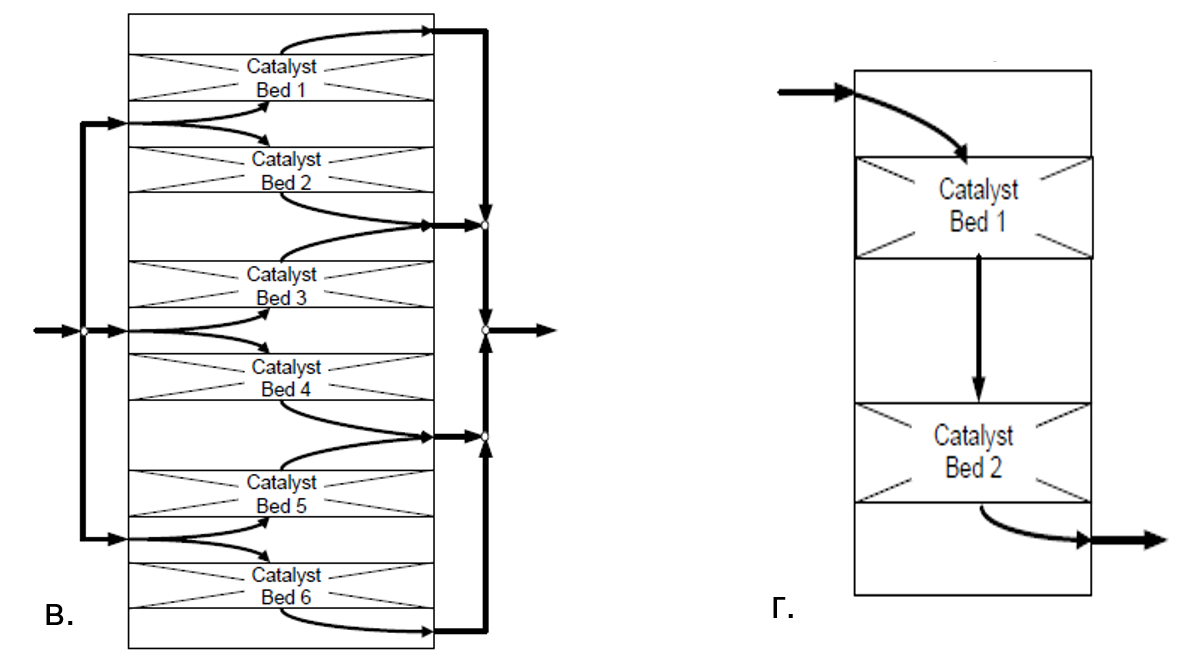
Рис.2. а) 2-х полочный дизайн с разделением на два потока: сверху-вниз и снизу-вверх б) 2-х полочный дизайн с разделением на два потока сверху-вниз, в) 6-ти полочный дизайн с разделением исходного потока на три части г) 2-х полочный дизайн для блочных катализаторов
Примеры (рис.3-6) каталитических реакторов очистки газов с разных производств
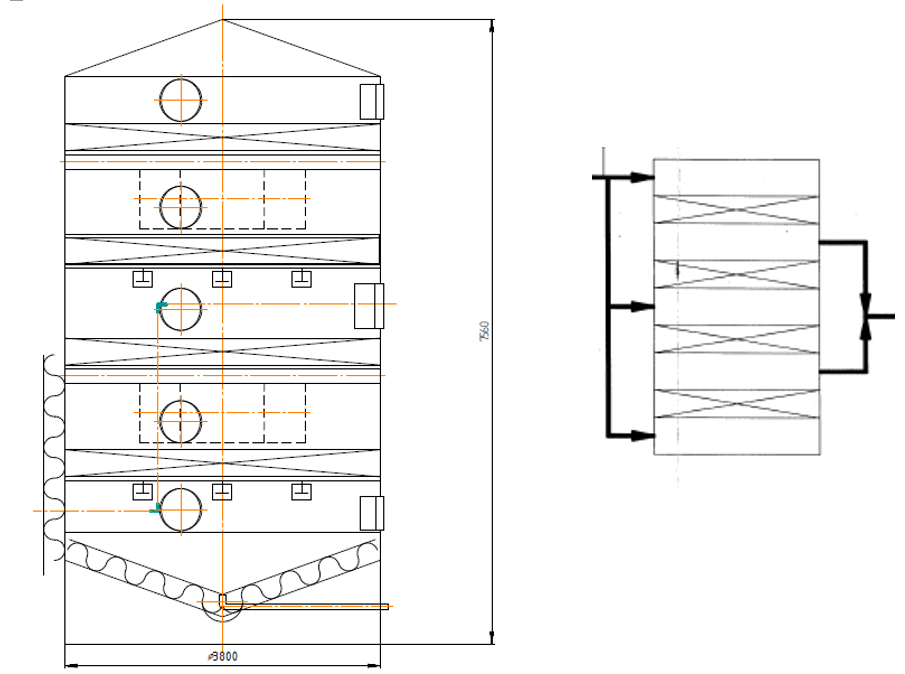
Рис. 3. Вид реактора каталитического окисления на производстве малеинового ангидрида 54000 нм3/ч отходящих газов и рабочим давлением 0,06 бар (изб.), а – общий вид реактора, б – схема расположения катализаторов и потоков газа. 4-х полочное размещение катализатора с разделением входного потока на три части.
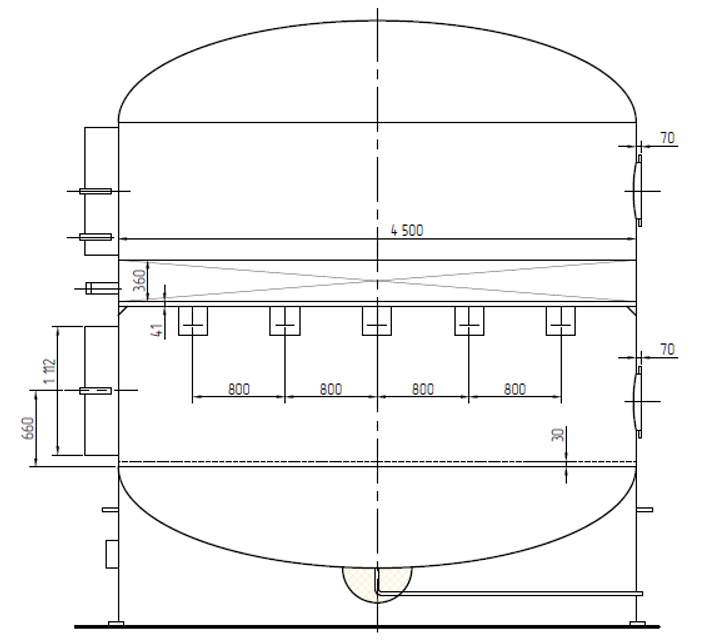
Рис.4. Однополочный реактор на 18000 нм3/ч с диаметром полки 4,5 м в химической промышленности
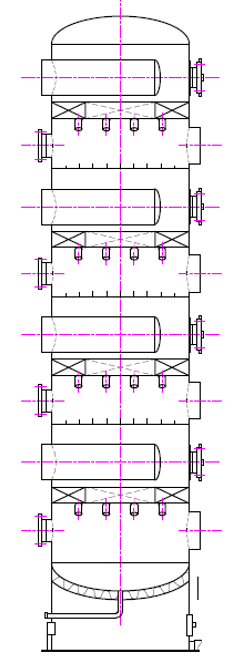
Рис.5 4-х полочный реактор на 100000 нм3/ч
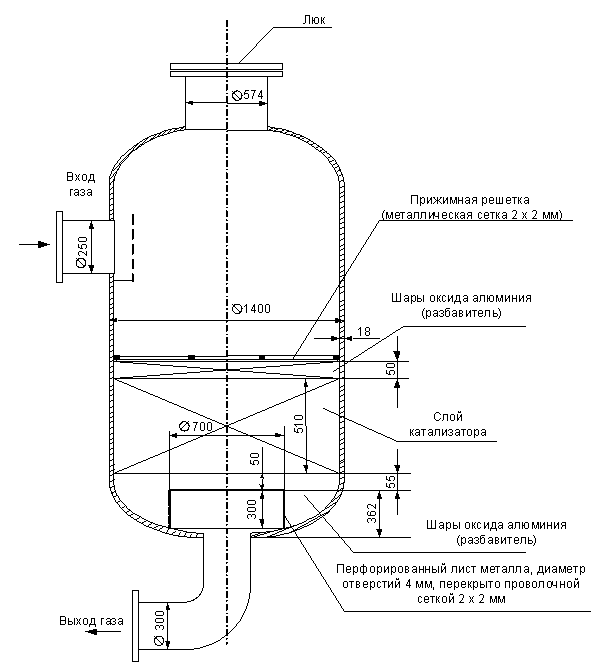
Рис.6. Реактор высокого давления (до 20 атм.) для очистки СО2-газа сырца от примесей водорода и метана с прижимной решеткой и инертными материалами
Выводы
Таким образом, разработка и выбор реактора представляет собой многофакторную задачу, требующую сбалансированного учёта трёх групп взаимосвязанных параметров:
- Кинетико-термодинамических (состав, концентрация, температура, давление газа), определяющих требуемый объём и тип катализатора, а также материалы конструкции.
- Режимно-гидродинамических (расход, равномерность потока, гидравлическое сопротивление), непосредственно влияющих на габариты, конфигурацию слоя и внутреннюю геометрию аппарата.
- Эксплуатационно-экономических (ограничения площадки, доступность тепла, капитальные затраты), которые финализируют выбор конструкции с точки зрения практической реализуемости и рентабельности.
Анализ конструктивного разнообразия реакторов (вертикальные, горизонтальные, цилиндрические, прямоугольные, с осевым или радиальным потоком) показывает, что универсального решения не существует. Каждый тип имеет свои преимущества и ограничения, связанные с распределением потока, термическими напряжениями, занимаемой площадью и сложностью изготовления. Классическая вертикальная конструкция с осевым потоком через горизонтальный слой катализатора остаётся наиболее распространённой благодаря своей надёжности и предсказуемости. Однако для оптимизации гидравлического сопротивления и габаритов эффективным приёмом является разделение общего потока на несколько параллельных слоёв катализатора.
Проектирование реактора каталитической очистки — это всегда поиск компромисса между химической технологией, газодинамикой, прочностью материалов и экономикой. Успех внедрения метода гарантируется только индивидуальным расчётом и конфигурированием аппарата под конкретные технологические условия и ограничения предприятия-заказчика. Тщательный учёт всего комплекса исходных данных на стадии проектирования является необходимым условием для создания надёжной, эффективной и долговечной системы очистки, отвечающей как экологическим нормативам, так и задачам ресурсосбережения.