
За счет чего достигается стабильность эксплуатации каталитической установки очистки газов?
На практике состав и расход газов на очистку часто меняются в зависимости от режимов работы основного технологического оборудования, объединения нескольких потоков от разных узлов, залповых выбросов, частых остановов, изменения сырья в основном процессе. Разные режимы эксплуатации и составы отходящих газов необходимо учитывать в подборе катализатора и расчетах объема, а также при проектировании для обеспечения стабильности процесса. Другими словами, стабильность работы каталитической установки позволяет сгладить температурные скачки, вызванные изменениями концентраций и расходов окисляемых соединений ЛОС, а также достичь оптимальной без перегрузок эксплуатацию катализатора.
а) контроль температуры в реакторе на входе, внутри, выходе и наличия системы охлаждения газового потока
б) рециклинг части газа после реактора и наличие теплообменников
в) система автоматики, системы ПАЗ
г) скрубберы до/после каталитического реактора, дополнительные системы очистки перед/после каталитического реактора
д) рациональный подход к нормативам очистки
Ниже рассмотрен каждый пункт отдельно.
Контроль температуры и система охлаждения
Контроль температуры газа с помощью термопар происходит на входе в реактор, в слое катализатора и на выходе из каталитического реактора. Разница температур на входе и выходе из реактора позволяет оценить общую эффективность катализатора, рассчитать общую концентрацию ЛОС в исходном газе, оценить тепловой эффект реакции окисления. Наличие контроля температуры внутри слоя катализатора позволяет исключить локальные перегревы, вызванные, например, адсорбцией и конденсацией легкогорючих соединений, таких как гексан, толуол, бензол и др. внутри катализатора из холодного газа. Расположение точек контроля температуры внутри вертикального реактора с подачей газа сверху-вниз показано на рис. 1:
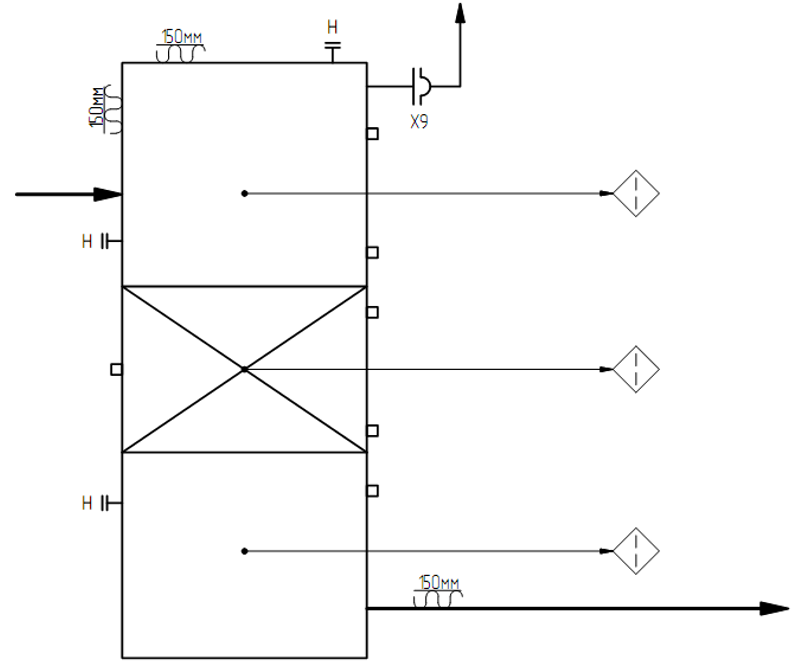
- Измерение температуры должно быть без искажений.
- Реакция на изменение температуры должно быть достаточно быстрым.
Чтобы выполнить второе требование, кончик термопары следует размещать в месте максимально возможной турбулентности, чтобы теплообмен был быстрым. Кроме того, кончик термопары должен быть как можно меньше, чтобы он быстро охлаждался или нагревался при изменении температуры. Внутри слоя насыпного катализатора термопару следует устанавливать под прямым углом к потоку.
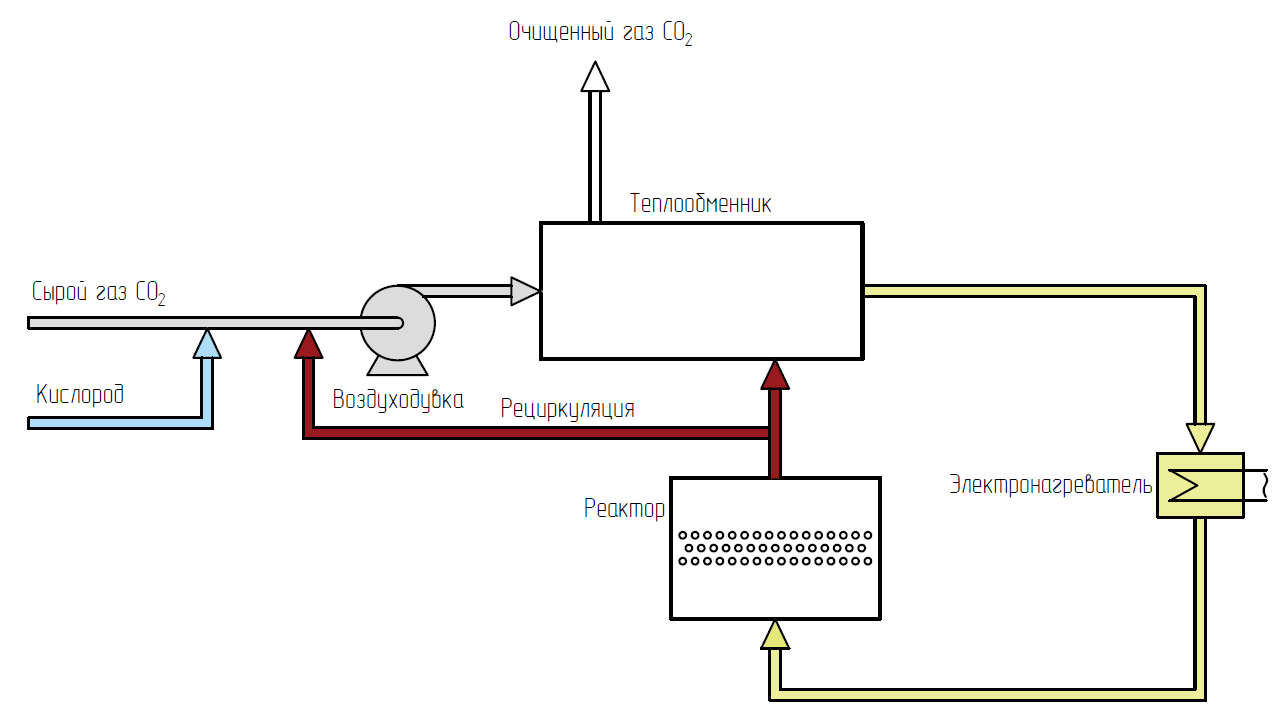
Еще одним способом контроля температуры и общего процесса окисления является добавление дозированного количества кислорода. Это применяется, например, в процессе окисления водорода в потоке углекислого газа, который применяется в производстве карбамида (рис.2). Добавление стехиометрического количества кислорода в исходный газ позволяет ограничить окислительный процесс и соответственно перегрев катализатора. При этом необходимо подчеркнуть, что в условиях низкого содержания кислорода активность катализатора также снижается.
Рециклинг части газа после реактора и наличие теплообменников
Помимо рециклинга, стабильную работу установки обеспечивают также теплообменные аппараты типа газ-газ пластинчатого и трубчатого вида или керамические теплообменные материалы. Отходящие газы, поступающие на очистку, предварительно нагреваются благодаря теплу от уже очищенных газов после реакций окисления в реакторе. И таким образом, использование тепла от окисления горючих компонентов снижает использование горелки на подогрев газа перед реактором и как следствие, снижает температурные перепады.
Определяющую роль в достижении автотермического режима играет правильно подобранное теплообменное оборудование, принимая во внимание стандартную его эффективность около 70%. Увеличение эффективности приводит к значительному увеличению размеров, массы металла и стоимости.
Оптимальный размер теплообменника представляет собой компромисс между стоимостью топлива и стоимостью самого теплообменника. Отметим, что в случае использования керамических материалов теплоносителей позволяет повысить эффективность теплообмена до 95%.
Система автоматики и система ПАЗ
Первый контур — это поддержание температуры на входе в каталитический реактор (обычно 250-350°C) через регулировку мощности горелки или байпасного клапана теплообменника. Второй — это контроль максимальной температуры в слое через клапан рециркуляции или подмеса холодного воздуха. Третий — поддержание давления во всей установке с помощью впускной лопастной заслонки. Система управления может быть интегрирована в систему диспетчеризации и АСУТП основного технологического оборудования.
Каталитическая установка также имеет независимый контур системы противоаварийной автоматической защиты ПАЗ, которая переводит установку в безопасное состояние в случае, если опасный параметр процесса достигнет опасного значения, и осуществляет сигнализацию, а также выявляет причину возникновения аварийной ситуации.
Основные функции безопасности:
- Контроль главной воздуходувки для защиты от неправильной эксплуатации и отказа
- Контроль нагревателя для защиты от перегрева и перегрузки или газовой горелки (отказ подачи воздуха, отсутствие пламени)
- Защита от превышения температуры на входе в реактор, в слое катализаторе, на выходе из реактора
- Защита от низкой температуры при входе в реактор
- Защита от создания взрывоопасной атмосферы в системе
- Контроль входной температуры на горелку
Скрубберы до/после каталитического реактора, дополнительные системы очистки перед/после каталитического реактора
Как правило, скрубберы и каплеотбойники до реактора позволяют убрать избыток влаги, водорастворимые примеси из исходного газа и тем самым подготовить газ для каталитического окисления. Если исходный газ собирается из нескольких источников, то скруббер является буфером и позволяет гомогенизировать поток и снизить разброс концентраций компонентов. Скрубберы после реактора позволяют провести доочистку газа от неокисляемых компонентов таких как хлороводород, бромоводород, молекулярные бром, хлор, NOx, ди- и триоксиды серы.
Одна из примеров приведен ниже:
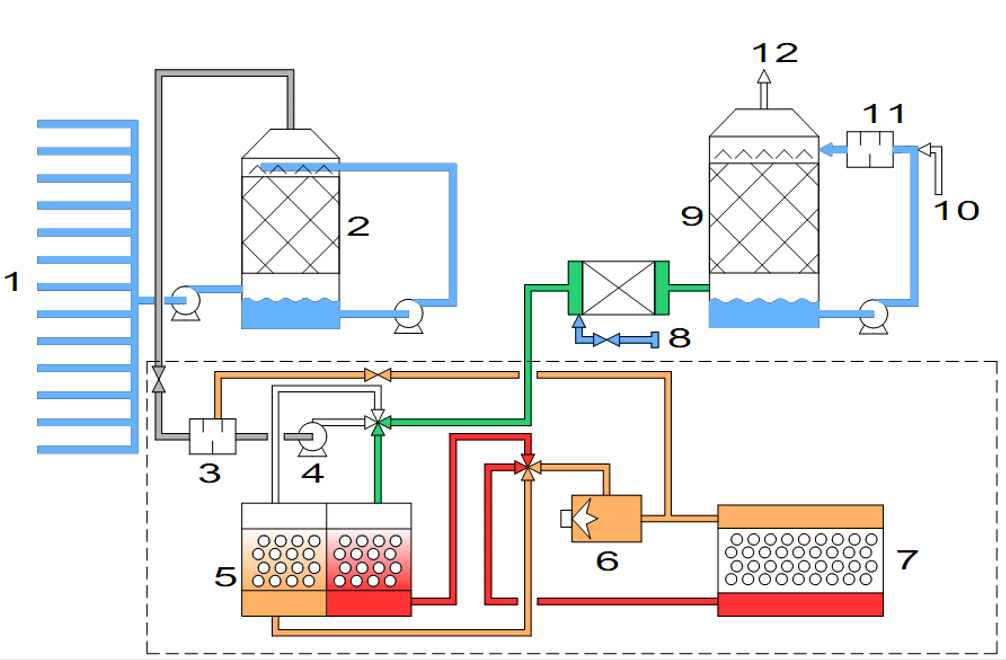
Отходящий газ от производства с концентрацией фенола, МЕК, ксилола, галогенпроизводных углеводородов в диапазоне 0-3 г/нм3 от десяти точек выбросов 1 проходит через предварительный водяной скруббер 2. В смесителе 3 происходит смешение газа на очистку с горячими газами от горелки 6. Затем с помощью газодувки 4 поступает в регенеративный теплообменник с керамическими слоями 5, где предварительно нагревается. Далее газ проходит через горелку 6, нагревается до нужной температуры и попадает в реактор. После сжигания ЛОС до СО2, Н2О, Cl2, HCl, Br2 и HBr, отходящий газ проходит через регенеративный теплообменник 5, отдает избыточное тепло и охлаждается в тушильной камере 8. Окончательная очистка перед выбросом в дымовую трубу происходит в щелочном скруббере 9, где нейтрализуются Cl2, HCl, Br2 и HBr. Дополнительным оборудованием перед каталитической очисткой могут быть циклоны, системы очистки от диоксида серы, пыли и др.
Рациональный подход к нормативам очистки
Требование заказчиков гарантировать максимальную очистку, например, 99,99% приводит к кратному удорожанию установки каталитического окисления как за счет увеличения объема катализатора, так и за счет дополнительного оборудования. Это является платой за достижение стабильности в работе каталитической установки и как следствие высокой степени очистки. Более жесткие требования по очистке диктуют необходимость увеличения степени рециркуляции газов, использования более эффективных теплообменников, более сложных систем автоматического регулирования. Например, увеличение степени конверсии с 99% до 99,9% потребует увеличения объема катализатора более чем на 50%. Поэтому рациональные требования к очистке позволяют оптимизировать стоимость как катализатора, так и оборудования. Оптимальным уровнем конверсии соединений с помощью каталитического окисления составляет 90,0-99,0% в зависимости от сложности процесса.
Таким образом, стабильность работы каталитической установки — это результат оптимально подобранных инженерных решений, основанных на реалистичных исходных данных. Каждый из описанных факторов вносит свой вклад в создание устойчивой системы очистки, способной сглаживать скачки концентраций компонентов в газе и эффективно осуществлять теплообмен. Это в свою очередь, позволяет достичь предсказуемой эксплуатации катализатора без перегрузок и перегрева и высокой степени очистки.