
Опыт применения каталитической очистки газов от хлор- и бром- органических производных
CH3Br+O2 ↔ CO2 + H2O + HBr
HBr+O2 ↔ Br2 + H2O
На рис.1 представлена типовая схема каталитической очистки газов от галогенпроизводных на 18000 нм3/ч, в которой включены скрубберы для предварительной (1,3) и финишной (10) очистки. Дополнительным оборудованием перед каталитической очисткой могут быть также циклоны, системы очистки от диоксида серы, пыли и др.
Типовая схема каталитической очистки газов от галогенпроизводных
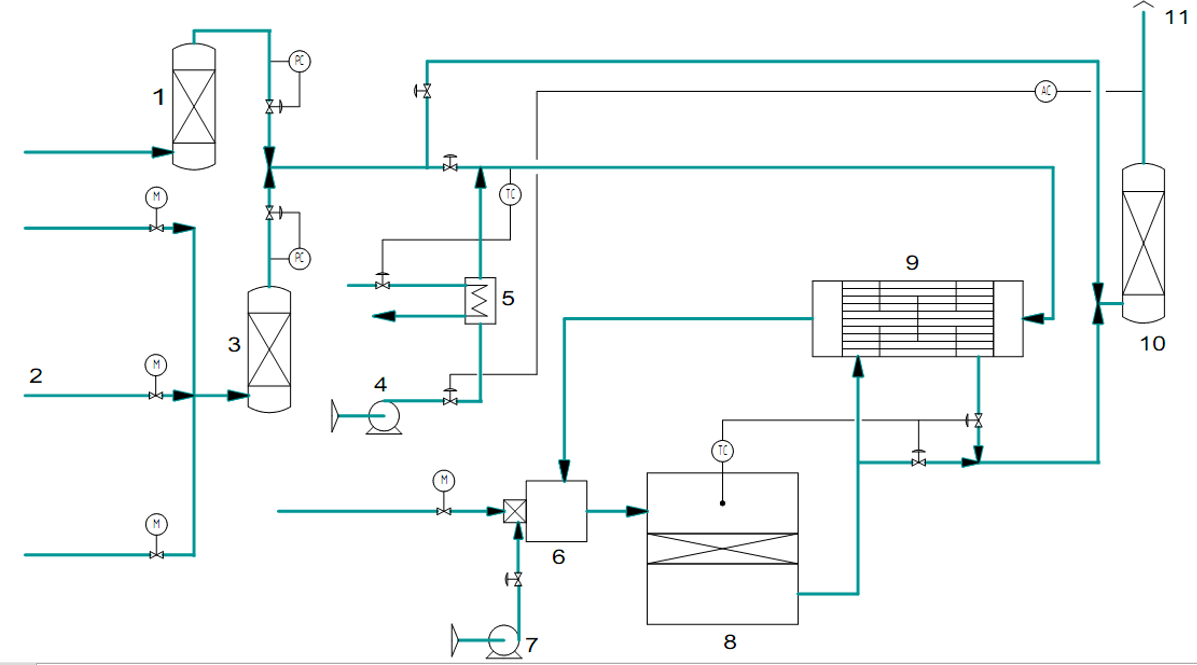
Рис. 1. Типовая схема каталитической очистки газов от галогенпроизводных: 1,3 – скрубберы предварительной очистки, 2 – газ на очистку, 4 – стартовая воздуходувка 5 – электрический обогреватель, 6 – газовая горелка, 7 – воздуходувка, 8 – каталитический реактор, 9 – теплообменник газ-газ, 10 – скруббер финишной очистки, 11 – очищенный газ, TC – датчики контроля температуры, РС – датчики контроля давления, AC - газоанализатор
Рассмотрим один из практических примеров.
Одна из химических компаний, которая является производителем продуктов тонкого органического синтеза, использовала каталитическое окисление для решения задачи по снижению выбросов загрязняющих веществ до перечисленных ниже значений:
Таблица 1. Требования к очищенных газам после газоочистки
Компонент | Значение, мг/нм3 |
Общее содержание органического углерода | < 20 |
HBr, Br2 | < 5 |
Cl2 | < 5 |
HCl | < 30 |
Отходящий газ поступает от производства антипиренов от десяти точек выбросов суммарным объемом 8000 нм3/ч с концентрациями метилэтилкетона (МЭК), фенола, ксилола и галогенизированных углеводородов, изменяющимися в диапазоне от 0 до 3 г/нм3. Процесс каталитического окисления происходит при температуре ниже 400 ⁰С, что исключает риск образования диоксинов. Общая схема представлена на рис.2.
Схема каталитической очистки отходящих газов с содержанием галогенпроизводных
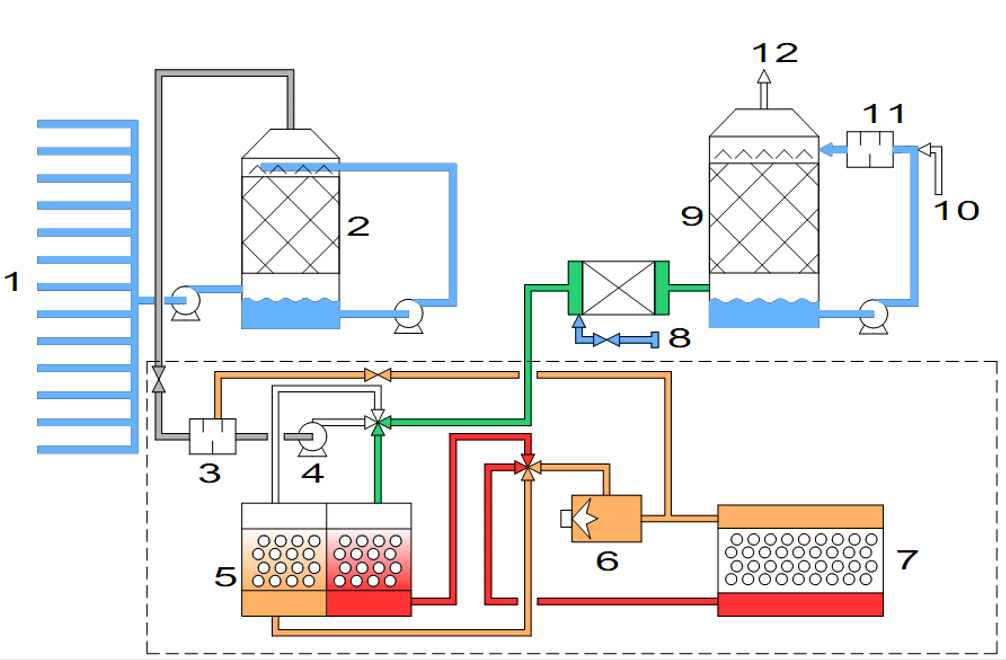
Рис.2. Схема каталитической очистки отходящих газов с содержанием галогенпроизводных 1 – потоки отходящих газов, 2 – предварительный скруббер, 3 – смеситель, 4 – воздуходувка, 5 – регенеративный теплообменник, 6 – горелка, 7 – каталитический реактор, 8 – тушильная камера, подача свежей воды, 9 –скруббер финишной обработки, 10 – подача NaOH + Na2SO3, 11 – смеситель, 12 – очищенный газ
Таким образом, компания успешно решила задачу по снижению выбросов органических соединений, включая галогенпроизводные. В таблице 2 приведены примеры аналогичных установок по очистке от галогенизированных ЛОС.
Таблица 2. Примеры каталитических установок по очистке от галогенизированных ЛОС
Страна | Объем, нм3/ч | Год |
США | 5000 | 1993 |
Нидерланды | 8000 | 1994 |
Бельгия | 14000 | 2001 |
Германия | 13000 | 1989 |
Нидерланды | 17000 | 1992 |
Корея | 95000 | 1994 |
Тайвань | 18000 | 1999 |
Германия | 5000 | 1994 |
Индонезия | 70000 | 1996 |
Япония | 47000 | 2000 |
Как видно из таблицы 1, каталитическое окисление давно успешно используется в мировой практике по очистке от галогенпроизводных ЛОС. Компания ООО НПФ ТОПСЕ также предлагает решения «под ключ» по очистке от галогенпроизводных ЛОС.