
Опыт применения каталитической очистки отходящих газов в производстве малеинового ангидрида (МАН): мировые практики и реалии РФ
Вопрос экологической безопасности и экономической эффективности при строительстве таких производств стоит особенно остро. В данной статье мы рассмотрим мировой опыт внедрения технологии каталитического окисления для очистки газов производства МАН и проанализируем, почему крупные российские проекты, такие как завод «СИБУР Тобольск», до сих пор ориентируются на термический дожиг.
Технологический вызов: что нужно очищать?
Синтез малеинового ангидрида в промышленности осуществляется двумя основными методами:
- Парофазным неполным каталитическим окислением бензола (бензольный способ)
- Неполным каталитическим окислением н-бутана (бутановый способ)
Первая технология считается устаревшей, она довольно грязная, сегодня ее эксплуатируют в основном китайские производители. Основной проблемой является содержание значительного количества бензола и СО в отходящих газах, в среднем до 4 г/нм3 бензола и до 2% об. СО. Так как бензол является канцерогенным веществом, то контроль и требования по очистке во многих странах достаточно строгие и составляют до 5 мг/нм3. Из-за высокой концентрации горючих компонентов в отходящих газах выделяется значительное количество тепла, которое необходимо утилизировать. Для очистки отходящих газов от производства малеинового ангидрида используют в равной степени и технологию термического дожига, и каталитического.
Например, на производстве Elekeiroz в Бразилии используется бензольный метод. Отходящий газ объёмом 85200 нм3/час при температуре 650С и содержанием до 4 г/нм3 бензола, 2% об. СО поступает от технологической линий производства МАН. Для очистки отходящих газов была применена технология каталитического окисления. Общая схема представлена на рисунке ниже.
Схема очистки отходящих газов от производства малеинового ангидрида бензольным методом
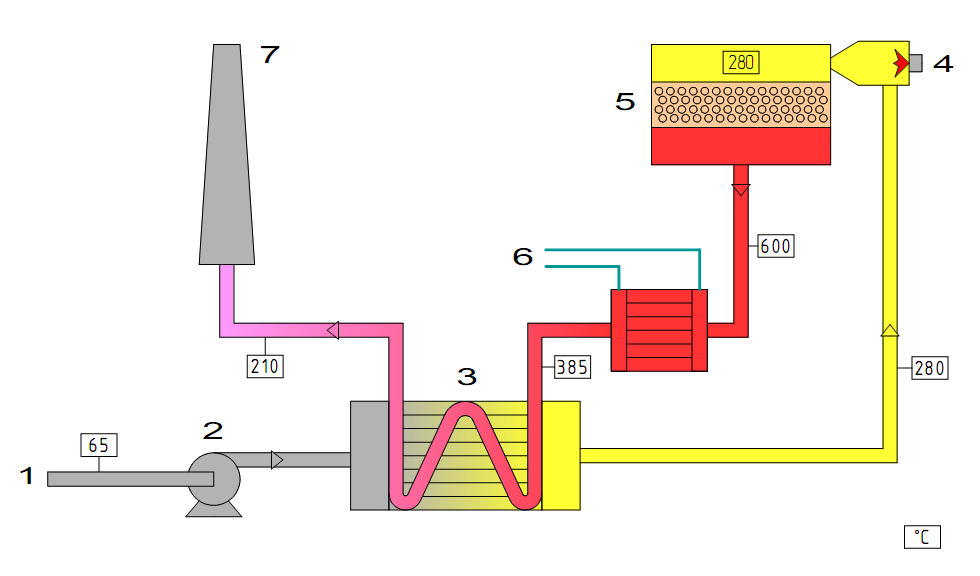
Схема очистки отходящих газов от производства малеинового ангидрида бензольным методом. 1 – отходящий газ на очистку, 2 – газодувка, 3 – теплообменник, 4 – горелка, 5 – каталитический реактор, 6 – производство пара высокого давления, 7 – очищенный газ.
Температура на выходе из реактора 5 составляет около 600 °С. Этот газ пропускается через парогенератор 6, где он охлаждается до 365 °C, образуя прибл. 10 тонн/час пара при 380 °С/70 бар (изб.). Также отходящий газ подогревает поступающий загрязненный отходящий газ 1 до входной температуры катализатора в теплообменнике. Система спроектирована таким образом, чтобы максимальное количество пара производилось без потребления топлива во время процесса сжигания. Горелка 4 необходима только для запуска установки и при нештатных ситуациях, где требуется подогрев газа. Требования заказчика к очищенному газу были следующие: максимум 5 мг/нм3 бензола, максимум 100 мг/нм3 СО и концентрация других органических соединений ниже 50 мг/нм3. Эти предельные концентрации были удовлетворены.
Типовая схема очистки отходящих газов от производства малеинового ангидрида бензольным методом
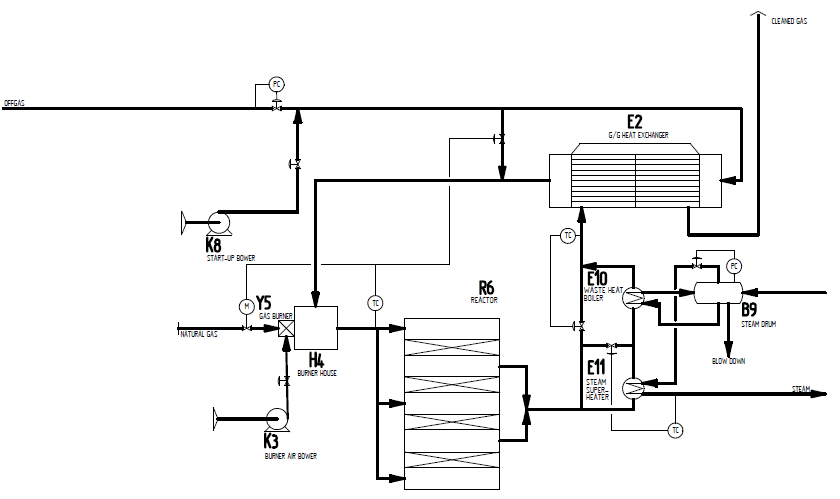
Типовая схема очистки отходящих газов от производства малеинового ангидрида бензольным методом на объем 85200 нм3/ч. Offgas – отходящий газ на очистку, K8 – стартовая газодувка, Е2 – теплообменник, H4 - камера подогрева, Y5 – горелка, K3 - воздуходувка горелки, R6 – каталитический реактор, E10, E11, B9 – производство пара высокого давления, Cleaned gas – очищенный газ, Steam - пар
Компонент | Вес.% |
Кислород | 11,62 |
Аргон | 1,19 |
Моноксид углерода | 1,20 |
Диоксид углерода | 1,89 |
Вода | 13,70 |
н-бутан | 0,55 |
Уксусная кислота | 0,02 |
Акриловая кислота | 0,02 |
Другие органические соединения (дибутилфталат, малеиновый ангидрид, фталевый ангидрид, н-бутанол, фталевая кислота) | 0,03 |
Азот | 69,8 |
Состав газовой фазы достаточно предсказуем по составу и поддается каталитическому окисления. В то же время помимо газовой фазы, имеются жидкие водные стоки и стоки с тяжелыми органическими соединениями, которые также требуется обезвредить путем окисления. В стоках присутствуют дибутилфталат, малеиновая, фталевая, фумаровая, уксусная, акриловая кислоты.
Предельно-допустимые значения концентраций вредных веществ при сбросе в атмосферу (Российские нормы)
Наименование компонента | Единица измерения | Остаточная концентрация |
NOx | мг/м3 | 100 |
SO2 | мг/м3 | 50 |
CO | мг/м3 | 50 |
Углеводороды предельные С12-С19 | мг/м3 | 10 |
Углерод (сажа) | мг/м3 | 10 |
Взвешенные вещества | мг/м3 | 10 |
Бензапирен | нг/м3 | 0,001 |
HCL | мг/м3 | 10 |
HF | мг/м3 | 1 |
Диоксины | нг/м3 | 0,1 |
Ртуть и ее соединения | мг/м3 | 0,05 |
Cd + Tl | мг/м3 | 0,05 |
Сумма остальных тяжелых металлов | мг/м3 | 0,5 |
Вне зависимости от способа получения малеинового ангидрида, способ очистки отходящих газов определяется клиентом и может быть как термическим, так и каталитическим.
Описание технологии каталитического окисления
Технология каталитической очистки (каталитическое окисление) основана на способности катализаторов ускорять реакцию окисления органических веществ при значительно более низких температурах, чем при термическом сжигании.
Принципиальная схема процесса:
- Подогрев: Загрязненный отходящий газ (температура около 65–80 °C) проходит через теплообменник, где нагревается за счет тепла уже очищенного газа.
- Вход в реактор: Газ нагревается до температуры «зажигания» катализатора (обычно 260–320 °C). Для пуска и аварийных режимов предусмотрена горелка.
- Реакция: В каталитическом реакторе при прохождении через слой катализатора органические вещества (бензол, CO, бутан, кислоты) преобразуются в безвредные углекислый газ (CO₂) и воду.
- Утилизация тепла: Выходящий газ имеет температуру 500–600 °C. Этот поток направляется в парогенератор (утилизатор тепла) для выработки пара высокого давления (ВД) или нагрева теплоносителя, а затем — в теплообменник для подогрева входящего газа.
Ключевое преимущество катализа: процесс идет при 300–400 °C (против 850–1000 °C при термоочистке), что снижает расход топлива и уменьшает образование термических NOx и CO
Мировой опыт: успешные кейсы
Технология каталитического окисления широко применяется в мире там, где требуется высокая экологичность и энергоэффективность. Наиболее показательные примеры представлены в таблице ниже:
Компания, Местоположение | Производство (Мощность/поток) | Загрязнители | Запуск |
Lonza S.p.A., Италия | МАН, бензольный метод (85 200 нм³/ч) | Бензол (до 4 г/нм³), CO (до 2% об.) | 1998 |
Cray Valley, Франция | МАН, бензольный метод (38 000 нм³/ч) | Бензол, CO | 2001 |
Elekeiroz, Бразилия | МАН, бензольный метод | Бензол (до 4 г/нм³), CO | Отчетный период |
C-Chem Co. Ltd., Япония | Органические ангидриды (80 000 нм³/ч) | CO, фталевый ангидрид, МАН (до 18,5 г/нм³) | 2012 |
Эти установки демонстрируют эффективность очистки более 99%. Например, как было показано выше, на заводе Elekeiroz в Бразилии система каталитической очистки спроектирована так, что в рабочем режиме не требует подачи топлива для горелки — процесс самоподдерживается за счет тепла реакции окисления органики. Это позволяет получать около 10 тонн пара высокого давления в час без дополнительных затрат.
Почему в РФ (пример «Сибур Тобольск») выбран термический дожиг?
Остальные два вида сбросов являются жидкими сбросами: первые - это сбросы органических соединений, а другие - это сточные воды (с содержанием органических отходов до 10%). Перед сбросом в атмосферу через дымовую трубу горячие газообразные сбросы (при температуре плюс 850 °С) охлаждаются на нескольких ступенях:
1) первая ступень - производство перегретого пара
2) вторая ступень - производство насыщенного пара
третья ступень - предварительный нагрев котловой питательной воды
Почему при наличии очевидных плюсов катализа российские проектировщики остановились на термическом сжигании?
- Высокое содержание CO, сажи, высокомолекулярных соединений. В бутановом методе, в отличие от бензольного, больше CO (окись углерода) и высокомолекулярных соединений (смолы, фталаты). Катализаторы чувствительны к закоксовыванию и отравлению. Без сложной двухступенчатой системы очистки катализатор быстро деградирует.
- Потребность в перегретом паре высокой температуры. Технология СИБУРа требует перегретый пар с параметрами: температура +410 °C, давление ~50 кгс/см². При термическом дожигетемпература в камере сгорания достигает 850 °C, что позволяет легко получить такой высокопотенциальный пар для нужд всего комбината. При каталитическом окислении температура газов на выходе каталитического слоя обычно ниже (450–600 °C), и дожать параметры пара до требуемых 410-450 °C сложнее без дополнительного сжигания топлива.
- Широкий диапазон нагрузок. Установка МАН работает в нескольких режимах. Расход сбросов варьируется от 108 000 до 173 000 кг/ч, меняется концентрация органики. Термический реактор инерционен, но более надежен и менее чувствителен к резким колебаниям состава сырья, чем каталитический. Помимо этого содержание воды в отходах достаточно высокое для применения каталитического окисления.
Перспективы применения катализа в РФ для очистки газов при производстве малеинового ангидрида
В условиях России, с ее суровым климатом (Тобольск: до -52 °C) и требованием к утилизации тепла, гибридные схемы могли бы стать компромиссом: каталитический реактор для дожига легких фракций и доочистка, плюс термическая секция для сжигания сажи и выработки пикового пара.
Заключение
Однако, выбирая для своего проекта в Тобольске термический дожиг, компания «СИБУР» исходили из прагматичных соображений: стабильность при холодном климате, устойчивость к засорению высокомолекулярными примесями и возможность генерации больших объемов пара высокого давления (свыше 400 °C) для мощностей всего предприятия. Оба подхода имеют право на существование, и выбор зависит от конкретных химического состава сырья и задач по энергоутилизации на конкретной площадке