
Способ очистки отходящих газов от оксидов азота методом селективного каталитического восстановления
Эти вещества играют ключевую роль в атмосферной химии. Высокие концентрации NOx способствуют увеличению содержания озона в приземных слоях воздуха за счет фотохимических реакций, одновременно разрушая стратосферный озон при взаимодействии с атомарным кислородом в верхних слоях атмосферы.
Кроме того, оксиды азота в значительной степени ответственны за образование кислотных дождей (в результате реакций с участием воды и гидроксильных радикалов OH-). Это приводит к закислению почв и водоемов, гибели лесов, обеднению флоры и фауны пресноводных и прибрежных морских экосистем, разрушению строительных материалов, а также к возникновению характерного красно-бурого смога в крупных городах, образующегося из-за диоксида азота NO₂ в ходе фотохимических процессов.
Не менее серьезно влияние NOx на здоровье человека. Эти соединения провоцируют развитие бронхитов и пневмоний, угнетают иммунную систему, снижая сопротивляемость вирусным инфекциям и способствуя распространению аллергических заболеваний.
Основными источниками образования оксидов азота служат процессы сжигания ископаемого топлива, и биомассы, включая сжигание сухой растительности и лесные пожары. Около двух третей от общего объема выбросов NOx в атмосферу приходится именно на антропогенные источники.
Суммарные ежегодные выбросы оксидов азота в странах Европейского союза, Японии и США составляют примерно 35 миллионов метрических тонн (в пересчете на NO₂). При этом на долю Соединенных Штатов приходится около 60% от этого количества.
Мероприятия по снижению выбросов оксидов азота
Однако следует отметить, что сами по себе ограничения не всегда являются достаточным стимулом для внедрения дорогостоящих природоохранных технологий — зачастую этому предшествует принятие жестких законодательных актов. Кроме того, отсутствие единых глобальных требований ставит производителей из разных стран в неравные конкурентные условия, влияя на себестоимость продукции.
Для контроля над выбросами оксидов азота были разработаны разные технологии, которые можно классифицировать как первичные и вторичные мероприятия. Первичные мероприятия направлены на уменьшение первоначального образования оксидов азота, например, за счет улучшения качества топлива или оптимизации процессов горения. Вторичные мероприятия направлены на удаление окислов азота из дымовых или отходящих газов. Несмотря на то, что первичные мероприятия, в принципе, более экономически привлекательны, чем очистка от NОx вторичными мероприятиями, разработка первичных мероприятий продвинулась недостаточно для того, чтобы соответствовать более строгим нормам по выбросам.
Достаточно хорошо первичные мероприятия зарекомендовали себя при подавлении образования оксидов азота в топках газовых котлов. Применение первичных мероприятий для пылеугольных и мазутных котлов уже сопряжено с рядом трудностей обеспечения стабильного процесса горения.
Для металлургических печей мероприятия, снижающие образование оксидов азота находятся в противоречии с требованиями, предъявляемыми к печам - достижение высокой экономичности и производительности. Производительность достигается за счет высокой температуры в печи, а экономичность - оптимизацией процесса горения и уменьшением потерь тепла. Поэтому для обеспечения приемлемых уровней производительности и экономичности применимость этих мероприятий ограничена определенными пределами, чаще всего не позволяющими снизить уровень эмиссии оксидов азота до необходимого уровня. Более того, стремясь к обеспечению стабильных условий протекания плавки, эксплуатационный персонал сознательно несколько завышает тепловые нагрузки и объем подачи воздуха на горение.
Таким образом, следует отметить, что для снижения эмиссией оксидов азота от металлургических печей при условии обеспечения высокого качества выплавляемой стали, можно однозначно рекомендовать применение вторичных мероприятий, т.е. очистку газов от образовавшихся оксидов азота.
Методы мокрой очистки ограничиваются обработкой небольших потоков газа и не подходят для очистки больших объемов дымовых газов. Методы сухой очистки включают в себя каталитический и некаталитический типы.
Среди вторичных мероприятий метод селективного каталитического восстановления окислов азота на оксидных ванадий-титановых катализаторах является наиболее распространенным для промышленного удаления NOx из дымовых газов. Процесс СКВ впервые был реализован в Японии в 1977 году, а первые установки в США, Германии, Австрии были построены на десять лет позднее. Ожидается, что рынок катализаторов СКВ и систем очистки будет расти вместе с введением более строгих норм по выбросам разными странами.
Процесс селективного каталитического восстановления (СКВ)
Восстановление оксидов азота происходит при впрыске восстанавливающего агента (сухого аммиака, водного раствора аммиака или водного раствора мочевины) в отходящий газ при температуре 300–420°С и последующего прохода смеси аммиак/выхлопной газ через катализатор, в присутствии которого оксиды азота превращаются в азот и водяной пар.
Оксиды азота, которые в основном состоят из NO и NO₂, конвертируются согласно следующим схемам реакции:
4NO + 4NH₃ + O₂ = 4N₂ + 6H₂O
6NO₂ + 8NH₃ = 7N₂ + 12H₂O
Как видно из вышеприведенных схем, конверсия оксидов азота не создает вторичных загрязнителей, так как продуктами реакции являются только азот и водяной пар, которые уже присутствуют в атмосфере в больших количествах. В наше время в Европе и США начали уделять особое внимание удалению еще одного оксида азота - N2O из отходящих газов. Это новый сформированный тренд на рынке, который будет развиваться в ближайшие десятилетия.
Объемная скорость процесса СКВ
Количество катализатора может быть выражено с помощью показателя "Объемная скорость" (сокращенно NHSV - Normal Hourly Space Velocity). Под этим термином понимается объем отходящего газа (нм³/ч), который обрабатывается одним м³ катализатора и рассчитывается по формуле:

Отношение NH₃/NOx в процессе селективного каталитического восстановления СКВ
Желательно, чтобы концентрация непрореагировавшего аммиака в очищенном выхлопном газе поддерживалась по возможности максимально низкой, так как аммиак может реагировать с SO₃, содержащемся в выхлопном газе, с образованием твердых сульфатов аммония. Отложения сульфатов аммония могут привести к загрязнению поверхностей теплообмена котла/теплообменника.
Зависимость степени восстановления NOx и проскока NH₃ от соотношения NH₃/NOx
Как видно из графика, с возрастанием соотношения NH₃/NOx происходит увеличение степени восстановления NOx и проскока NH₃ соответственно. Приведенные зависимости также указывают на возможность получения равной степени восстановления NOx (например, 80%) при половинной загрузке катализатора (NHSV = 10000 нм³/м³/ч вместо 5000 нм³/м³/ч) только посредством увеличения отношения NH₃/NOx на несколько процентов. Однако одновременно возрастет и проскок NH₃, т.е. максимально приемлемый проскок NH₃ имеет значительное влияние на величину требуемого объема катализатора.
Обычно установки СКВ проектируются из условия максимального проскока NH₃, равного 5 или 10 ppm об. на "конец эксплуатации катализатора" (т.е. при наименьшей проектной активности), с целью минимизировать отложения сульфатов аммония на установленном ниже по потоку оборудовании - котле/теплообменнике.
Для выхлопных газов с очень малым содержанием оксидов серы количество непрореагировавшего аммиака не имеет влияния или влияет очень незначительно на работу оборудования, установленного за реактором СКВ.
Вышеупомянутый график также показывает, что в случае, когда требуется более высокая степень восстановления NOx, необходимо увеличить объем катализатора с целью сохранить низкий проскок NH₃. Кроме того, повышение степени восстановления NOx требует повышения точности работы системы, управляющей подачей NH₃, так как в случае, когда отношение NH₃/NOx становится больше 1, проскок NH₃ будет возрастать существенно быстрее из-за роста количества непрореагировавшего аммиака.
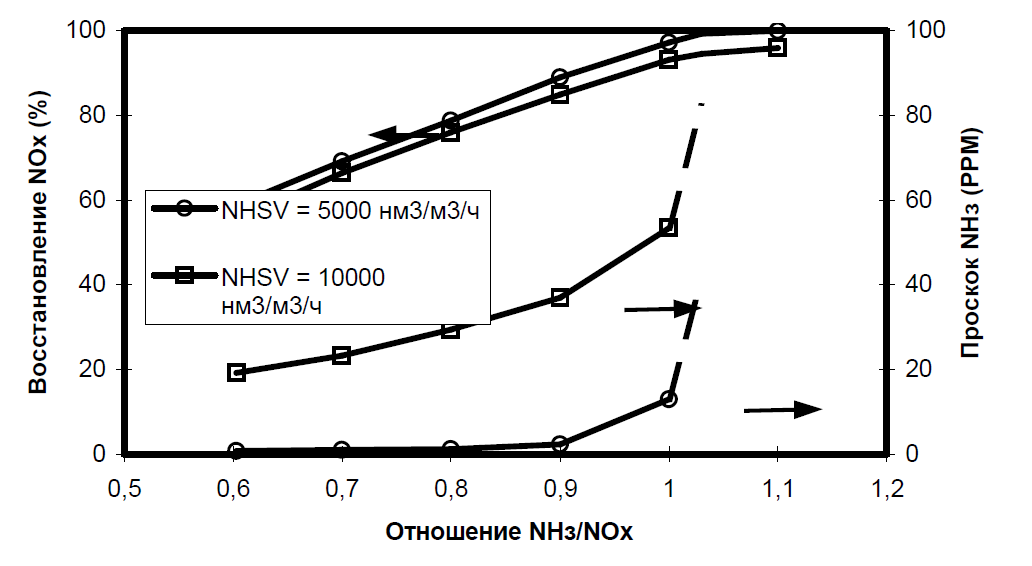
Схема установки процесса селективного каталитического восстановления СКВ
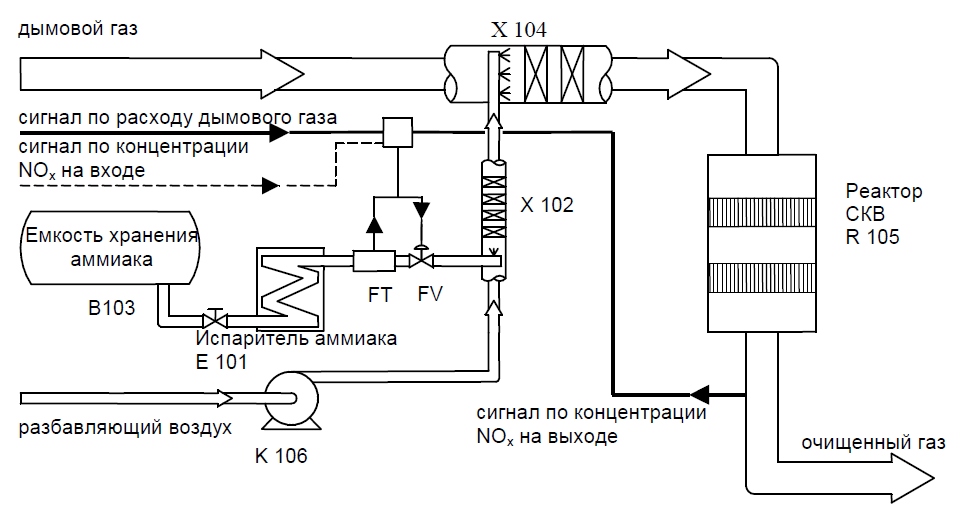
Общая схема оборудования процесса очистки газов методом селективного каталитического восстановления. Обозначения: В-103 — емкость хранения аммиака, Е-101 — испаритель NH₃, FT — расходомер газообразного NH₃, FV — управляющий клапан для газообразного NH₃, К-106 — воздуходувка разбавляющего воздуха, Х-102 — смеситель газообразного NH₃ и воздуха для разбавления, Х-104 — смеситель дымовых газов для однородного смешивания разбавленного газа NH₃ и горячих дымовых газов, R-105 — реактор СКВ с катализатором
Описание принципа работы процесса СКВ
Газообразный NH₃ затем проходит через расходомер FT и управляющий клапан FV в смеситель NH₃ с воздухом Х-102, где газообразный NH₃ разбавляется воздухом. Разбавление снимает риск возгорания аммиака при впрыске его в горячие дымовые газы.
Управление подачей аммиака осуществляется контроллером потока, включающим в себя расходомер и управляющий клапан. Установочная точка контроллера потока, которая задает положение клапана управления на основании измерений фактического расхода газов, определяется компьютером, на который поступает информация о текущем расходе дымового газа (прямой сигнал) и концентрации NOx на выходе из реактора (сигнал обратной связи).
Эти данные сравниваются компьютером с заданными параметрами для различных расходов дымового газа, соответствующим содержанием NOx и необходимым отношением NH₃ к NOx, измеряемым и рассчитываемым во время пуска установки. Основываясь на этих данных, компьютер рассчитывает необходимый расход NH₃ и соответствующим образом корректирует установочную точку контроллера потока.
Схемы включения каталитической установки СКВ в тракт дымовых газов
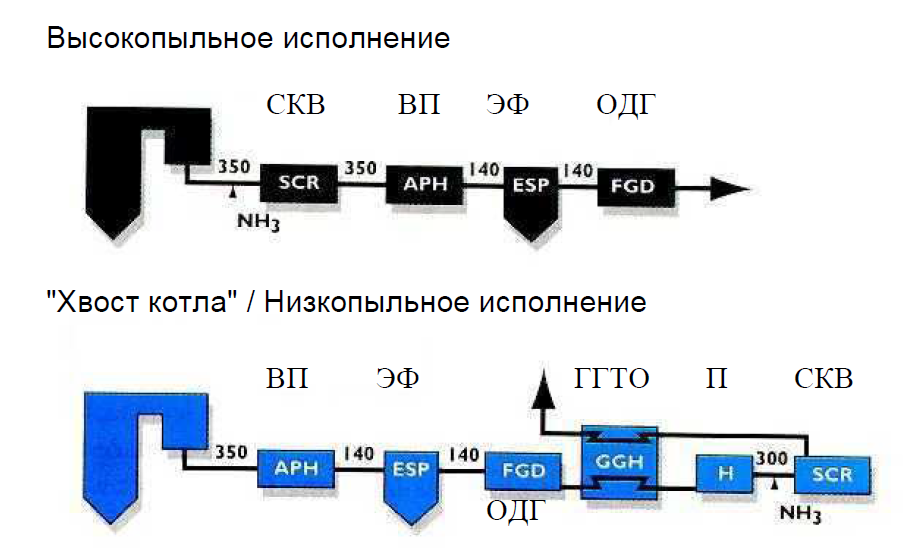
СКВ — реактор для СКВ, ВП — воздухоподогреватель, ЭФ — электростатический фильтр (фильтр пылеочистки), ОДГ — обессеривание дымового газа, П — подогреватель, ГГТО — теплообменник газ-газ, температура дана в градусах Цельсия.
Конфигурации процесса селективного каталитического восстановления
- При "высокопыльном" исполнении реактор СКВ размещается непосредственно после котла и до входа в электрофильтр (или пылевой фильтр).
- При "низкопыльном" — реактор СКВ размещается по потоку ниже установки обессеривания (ОДГ) дымового газа.
Для очистки газов металлургических печей однозначно рекомендуется низкопыльный вариант исполнения, так как в составе пыли содержится большое количество натрия и калия – веществ, отравляющих катализатор.
Катализаторы процесса СКВ
Как правило, очень большие объемы газа, подаваемого на очистку (например, 1 000 000 нм³/ч с 300 МВт блока электростанции), и надежная эксплуатация установки СКВ являются ключевыми моментами для того, чтобы не помешать нормальной работе энергетического объекта.
Чтобы уменьшить проблемы, возникающие в связи с отложением пыли на катализаторе, на объектах, отходящие газы которых имеют высокую запыленность, необходимо совместить установку катализаторов монолитного типа с регулярным "обдувом от сажи".
Катализаторы для процесса СКВ могут производиться несколькими способами:
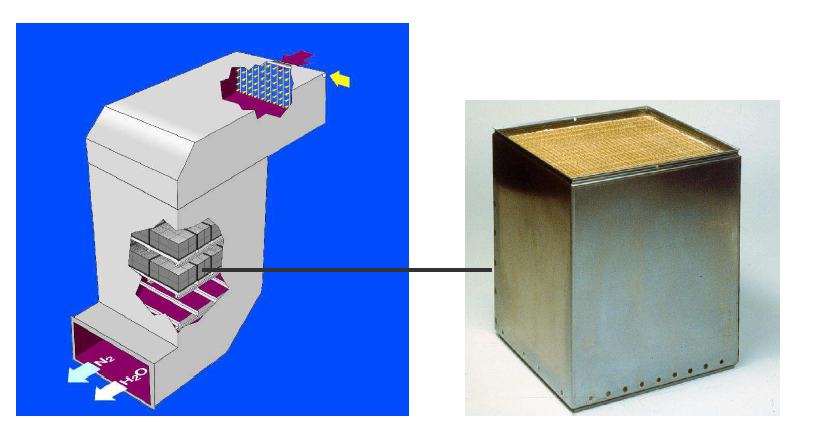
1. Материал катализатора может быть экструдирован в монолиты сотового типа или нанесен на перфорированные металлические пластины или сетки.
2. Другой способ изготовления включает в себя нанесение во влажной среде слоя катализатора на монолитную матричную структуру, состоящую из кордиерита или гофрированной керамической бумаги.
Катализатор может быть изготовлен с каналами различного диаметра, посредством чего можно оказывать влияние на объемную активность катализатора, перепад давления на катализаторе и осаждение пыли (забивание каналов). Таким образом, выбор диаметра каналов зависит от содержания пыли в отходящем газе, характеристик пыли и допустимого перепада давления на реакторе СКВ.
Общее описание катализаторов СКВ
Параллельно с этим решается проблема термической устойчивости: геометрическая архитектура и подобранный состав активной зоны специально оптимизированы таким образом, чтобы минимизировать возникновение внутренних напряжений при резких перепадах температур. В отличие от хрупких керамических структур, склонных к растрескиванию, или композитных систем с керамическим покрытием на металлической основе, где из-за разницы коэффициентов теплового расширения со временем происходит отслаивание покрытия, данные изделия демонстрируют исключительную стойкость к термоциклированию и сохраняют целостность в условиях частых пусков и остановок оборудования.
Температурный режим эксплуатации большинства таких систем стандартизирован в диапазоне от 250 до 425 °C, однако фактический нижний предел рабочей температуры является величиной переменной и жестко привязан к составу перерабатываемого топлива. При сжигании серосодержащих видов топлива — мазута, тяжелого флотского дизеля и т.д. — в выхлопных газах присутствуют оксиды серы, что приводит к росту минимально допустимой температуры во избежание конденсации сульфатов аммония на внутренней поверхности. Важно подчеркнуть, что это явление имеет термодинамическую природу и в принципе не зависит от способа изготовления или типа катализатора, то есть потенциально может проявиться в любой конструкции. Выпадение сульфатных отложений на активных центрах служит причиной обратимой деактивации, и для ее устранения может потребоваться кратковременный прогрев до более высокой температуры, однако при длительной эксплуатации в пограничных режимах неизбежно накопление необратимой остаточной потери активности, что требует учета реальных газовых условий при проектировании.
Для обеспечения гибкости под конкретные производственные задачи разработана обширная линейка модификаций, которые различаются по своим функциональным акцентам. В частности, существуют составы с целенаправленно сниженной каталитической активностью по отношению к окислению SO₂ в SO₃ — это позволяет уменьшить общее количество образующихся сульфатов и продлить интервал между регенерациями или заменами. Кроме того, многие современные катализаторы выполняют не только целевую функцию восстановления оксидов азота, но и демонстрируют заметную эффективность в дожиге сажевых частиц и летучих органических соединений, обеспечивая таким образом комплексную очистку отходящих газов. Особого внимания заслуживают специализированные версии, адаптированные для поршневых двигателей: их конструкция усиливается с учетом высокоинтенсивных пульсаций потока и значительных вибраций, что гарантирует механическую надежность в самых жестких динамических режимах. Что касается монтажных характеристик, то все изделия унифицируются в стандартные кассетные блоки, которые для удобства установки предварительно компонуются в укрупненные модули, что сводит к минимуму количество полевых соединений и сокращает сроки проведения ремонтных или сервисных работ на объекте.
Срок службы катализатора и потребление катализатора
Этот эксплуатационный период, который некоторыми неправильно назван "сроком службы катализатора", продолжается от двух до пяти лет и зависит от первичного объема катализатора и реальных условий эксплуатации.
С экономической точки зрения более важен показатель потребления катализатора в течение экономически обусловленного периода времени, например, 15–16 лет. При следовании соответствующему графику замены реальное потребление катализатора может существенно отличаться от потребления, определяемого на основании величины "срока службы катализатора".
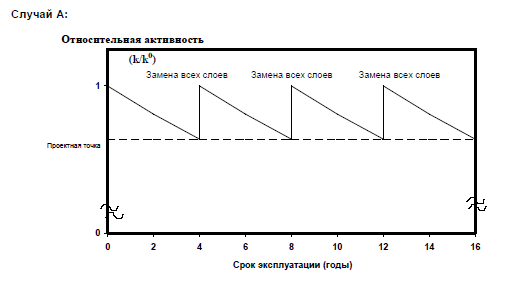
Для демонстрации результатов применения различных схем замены приводится пример изменения активности катализатора в течение 16-летнего срока работы для трех различных графиков.
Во всех трех случаях реактор СКВ имеет три слоя катализатора первичной загрузки. В случае "С" в реакторе имеется резервное пространство, позволяющее в дальнейшем разместить дополнительный четвертый слой катализатора.
Активность катализатора k представлена в виде отношения к величине полной стартовой активности первоначальной загрузки катализатора k₀. Характеристика катализатора считается удовлетворительной до тех пор, пока его активность не достигнет величины k/k₀, обозначенной как "проектная точка".
Простейшая схема замены: первоначальная загрузка трех слоев катализатора заменяется на три новых слоя, как только общая активность катализатора достигает проектной точки.
- Потребление катализатора (включая три первоначальных слоя) = 12 слоев за 16 лет
- Среднее потребление = 0,75 слоя в год
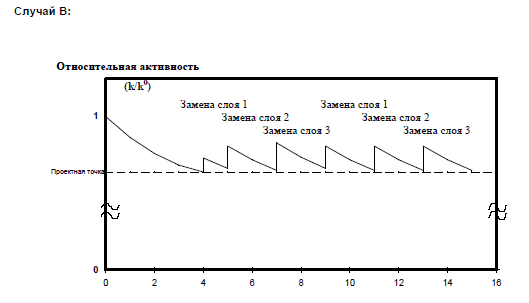
Такой график замены позволяет осуществить более полное использование "остаточной" активности работающих каталитических слоев.
- Потребление катализатора (включая три первоначальных слоя) = 9 слоев за 16 лет
- Среднее потребление = 0,56 слоя в год (примерно на 25% ниже по сравнению со случаем "А")
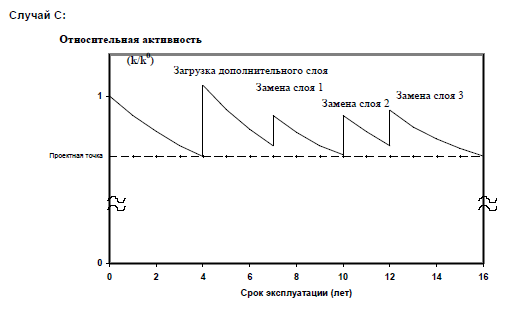
Еще более улучшенная схема замены: четвертый дополнительный слой катализатора устанавливается в тот момент, когда активность работающего катализатора достигнет проектной точки. После того как проектная точка будет достигнута во второй раз, начинается последовательная замена 3 слоев катализатора, подобно тому как описано в случае "В".
- Потребление катализатора (включая первоначальную загрузку трех слоев) = 7 слоев за 16 лет
- Среднее потребление = 0,44 слоя в год (примерно на 41% меньше, чем в случае "А")
Области применения процесса СКВ
Отходящие газы | Металлургические печи |
| Химическое производство |
| Производство ядерного топлива |
| Производство взрывчатых средств |
Сельское хозяство | Очистка газов, содержащих CO₂, подаваемых в парники для увеличения урожайности |
Дымовые газы | Промышленные парогенераторы, электростанции, мусоросжигательные заводы |
Отходящие газы нефтепереработки | Технологические нагреватели: установки риформинга бензина |
| Печи парового риформинга |
| Атмосферно-вакуумная дистилляция нефти |
| Установки термического крекинга |
| Установки гидроочистки |
| Установки каталитического крекинга |
Выхлопы дизельных двигателей и газовых турбин | Дизельные электростанции |
| Газотурбинные и парогазовые установки |
| Газоперекачивающие станции |
| Судовые дизельные двигатели |
| Дизельные/газовые двигатели и турбины |
Области применения процесса СКВ включают подавление NOx в атмосферных выбросах металлургических печей, газомазутных и угольных котлов, газовых турбин, химических установок (например, азотной кислоты) и двигателях внутреннего сгорания.
Все возрастающая важность применения процесса для очистки выхлопов дизельных двигателей от NOx доказывается на установках для поршневых двигателей на нескольких морских судах, плавающих в Калифорнии и Швеции.
Кроме случаев, указанных выше, технология СКВ используется также для очистки газов промышленных установок и печей сжигания отходов.
Выводы
Технология селективного каталитического восстановления (СКВ) на сегодняшний день является наиболее эффективным и проверенным промышленным методом борьбы с выбросами оксидов азота (NOx). Как показывает анализ, это решение особенно актуально для отраслей, где первичные меры подавления NOx недостаточно эффективны или вступают в противоречие с требованиями к производительности оборудования, в первую очередь — для металлургии и энергетики.
Ключевые преимущества и особенности процесса СКВ:
- Экологическая чистота метода. Реакция восстановления NOx аммиаком на катализаторе не создает вторичных загрязнителей — конечными продуктами являются безвредные азот и водяной пар, которые и так присутствуют в атмосфере.
- Технологическая гибкость и адаптивность. Процесс СКВ может быть интегрирован в различные технологические схемы ("высокопыльные" и "низкопыльные" конфигурации) в зависимости от запыленности и химического состава отходящих газов, что позволяет подобрать оптимальное решение для конкретного промышленного объекта, включая газовые и угольные котлы, металлургические печи, газовые турбины и дизельные двигатели.
- Разнообразие катализаторных систем. Компании производители катализаторов предлагает широкую линейку катализаторов, различающихся по конструктивному исполнению, рабочему температурному диапазону и функциональным характеристикам. Это позволяет подобрать катализатор для специфических условий, например, с пониженной способностью окислять SO₂ или с повышенной механической прочностью для установок с высокими вибрациями и пульсациями газа.
- Экономически эффективная стратегия управления ресурсом катализатора. Как показывает практика, грамотное планирование поэтапной замены каталитических слоев позволяет сократить среднегодовое потребление катализатора до 41% по сравнению с простой полной заменой всего объема. Это значительно снижает эксплуатационные расходы и продлевает срок службы установки без потери производительности.
- Высокая эффективность очистки. Отработанная технология СКВ способна обеспечить степень удаления NOx до 80–95% (в ряде случаев до 97%) при минимальном проскоке аммиака, что соответствует самым жестким современным экологическим нормативам.